Тема: Литейные технологии производства стальной отливки «Фланец»
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
ВВЕДЕНИЕ 6
1 СРАВНЕНИЕ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ ТЕХНОЛОГИЙ И
РЕШЕНИЙ 8
2 ТЕХПРОЦЕСС ИЗГОТОВЛЕНИЯ ОТЛИВКИ
2.1 Характеристика литой детали и условий ее службы 15
2.2 Материал отливки и его свойства 17
2.3 Анализ технологичности отливки 18
2.4 Выбор способа изготовления отливки 18
2.5 Выбор положения отливки в форме 20
2.6 Определение поверхности разъема формы 20
2.7 Определение припусков на механическую обработку 21
2.7.1 Определение группы сложности 21
2.7.2 Определение точности отливки 21
2.7.3 Назначение припусков на обрабатываемые поверхности 23
2.8 Определение формовочных уклонов 24
2.9 Разработка конструкции и расчет прибылей 25
2.10 Разработка конструкции и расчет литниковой системы 26
2.11 Технологическое оборудование и оснастка для кокильного литья 29
2.12 Определение толщины стенки кокиля 31
2.13 Технологический процесс кокильного литья 32
3 ПРОЕКТИРОВАНИЕ ПЛАВИЛЬНОГО И ФОРМОВОЧНОГО УЧАСТКОВ
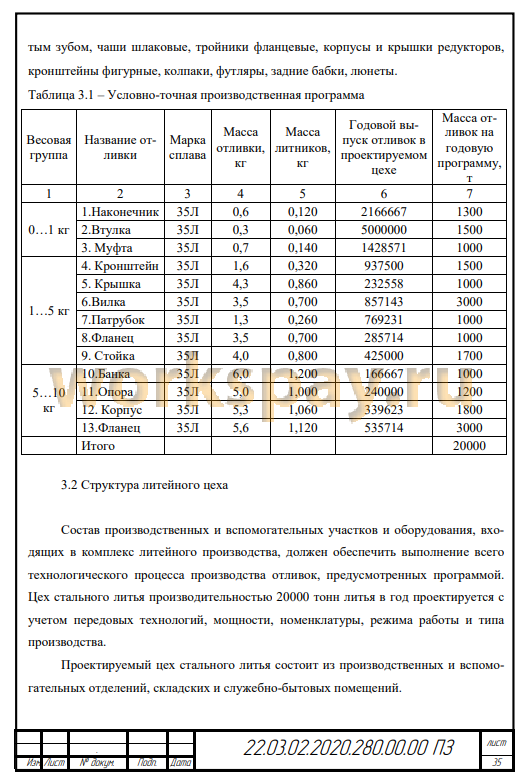
3.1 Производственная программа 34
3.2 Структура литейного цеха 35
3.3 Режим работы и фонды времени 36
3.4 Плавильное отделение 38
3.4.1 Составление баланса металла 40
3.4.2 Выбор и расчет оборудования плавильного отделения 42
3.5 Технология кокильного литья 43
3.5.1 Выбор кокильных машин 46
3.5.2 Определение числа кокильных машин 48
3.6 Расчет потребности в ковшах 50
4 КОКИЛЬНЫЕ ПОКРЫТИЯ 52
4.1 Устройства для окраски кокилей 55
5 БЕЗОПАСНОСТЬ ЖИЗНИДЕЯТЕЛЬНОСТИ
5.1 Безопасность труда 57
5.2 Характеристика производства 57
5.3 Пожарная безопасность 61
5.4 Экологическая безопасность 63
ЗАКЛЮЧЕНИЕ 66
БИБЛИОГРАФИЧЕСКИЙ СПИСОК 67
📖 Аннотация
📖 Введение
Современные отливки изготовляются практически из всех известных сплавов при массе от нескольких граммов до сотен тонн и толщинах стенок от долей до сотен миллиметров. К ним предъявляются различные требования по механическим и эксплуатационным свойствам, размерной точности (от 3-го до 16-го класса точности по ГОСТ Р53464-2009), качеству поверхности и коэффициенту использования металла в заготовке.
Технический прогресс и появление новейших видов машин и изделий обусловливают разработку прогрессивных способов литья, обеспечивающих выполнение непрерывно возрастающих требований к отливкам. В настоящее время зафиксировано около 60 различных способов литья, которые применяются на практике. Каждый способ литья обладает своими достоинствами и недостатками и имеет свои наиболее эффективные области применения.
Под традиционными (обычными) способами литья понимают способы изготовления отливок в разовых формах из дисперсных материалов (чаще всего в песчано-глинистых формах) по удаляемым из формы деревянным или металлическим моделям при различных способах уплотнения смеси и упрочнения формы и при гравитационной заливке сплава. В настоящее время этими способами изготовляется подавляющее большинство отливок из любых сплавов, различной массы и размеров, с практически любой конфигурационной сложностью. Однако изготовление отливок данными способами связано с большим расходом формовочных и стержневых смесей (до 6 т смеси на каждую тонну чугунных и стальных отливок), а также связующих материалов, что не только повышает трудоемкость изготовления отливок, но и оказывает негативное воздействие на атмосферу цеха и окружающую
среду. Остальные способы литья относят к специальным. Способы литья в специальные формы, отличающиеся от обычных основой материала формы, природой связующих добавок, материалом модели и способом ее удаления из формы, применяемой оснасткой и технологией формообразования. По материалу формы различают керамические, оболочковые песчано-смоляные, углеродные и металлические формы (кокили). Для изготовления форм применяют удаляемые модели (выплавляемые, выжигаемые и растворяемые), постоянные (металлические и деревянные) модели и газифицируемые (пенополистироловые) модели. Чаще всего при рассматриваемых способах литья используется гравитационная заливка форм, хотя возможно применение регулируемого давления, например, вакуумного всасывания.
Литейное производство - одна из древнейших отраслей металлообработки. Основные принципы ряда рассмотренных способов литья (например, литье в обычные песчано-глинистые формы, литье по выплавляемым моделям) известны с древности. Однако большинство способов сформировалось в XX в. Процесс разработки новых способов литья продолжается, и их количество увеличивается.
Основные тенденции развития специальных способов литья сводятся к разработке полностью автоматизированных комплексов технологического оборудования, разработке и внедрению систем автоматизированного проектирования технологии и оснастки, поиску и внедрению новых технологических материалов, обеспечивающих повышение качества отливок, снижение их себестоимости и повышение экологической чистоты технологии.
Значительный вклад в развитие специальных способов литья внесли отечественные ученые и инженеры Г. А. Анисович, Г. Ф. Баландин, В.К Бедель, А. К. Белопухов, Г. П. Борисов, А. И. Вейник, Б. М. Ксенофонтов, Б. А. Кулаков, Н. Н. Рубцов, А. А. Рыжиков, Ю. А. Степанов, Б. С. Чуркин, В. С. Шуляк, С. Б. Юдин и др.
✅ Заключение
Для изготовления литейной формы было принято решение литье в кокиль. Поскольку отливка «Фланец» из стали 35Л имеет простую форму, достаточную толщину стенки - 20 мм и высокую серийность 285714 штук в год, то ее изготовления литьем в кокиль имеет технологическую и экономическую целесообразность.
Данный способ литья позволяет изготовить заданную деталь требуемого качества. Процесс отвечает определенным технологическим требованиям к детали и литым заготовкам, которые регламентируются чертежом детали, техническими условиями и другими стандартами.
Также в работе разработан проект цеха мелкого стального литья с годовым выпуском 20000 тонн отливок.
В целях повышения производительности цеха, качества выпускаемой продукции, улучшения условий труда и наименьшего загрязнения окружающей среды разработан технологический процесс, основанный на применении современного автоматизированного оборудования и прогрессивных технологий. Для осуществления всех операций технологического процесса выбрано и рассчитано оптимальное количество оборудования и сделана планировка цеха.
📕 Список литературы
🖼 Скриншоты