Тема: Технологический процесс изготовления вала-шестерни редуктора цепного траншеекопателя
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 4
1 Анализ исходных данных 5
1.1 Анализ назначения и условий эксплуатации детали 5
1.2 Анализ технологичности детали 6
1.3 Анализ характеристик типа производства 8
1.4 Формулировка задач работы 10
2 Разработка технологической части 11
2.1 Выбор и проектирование заготовки 11
2.2 Проектирование плана изготовления детали 20
2.3 Выбор средств технологического оснащения 22
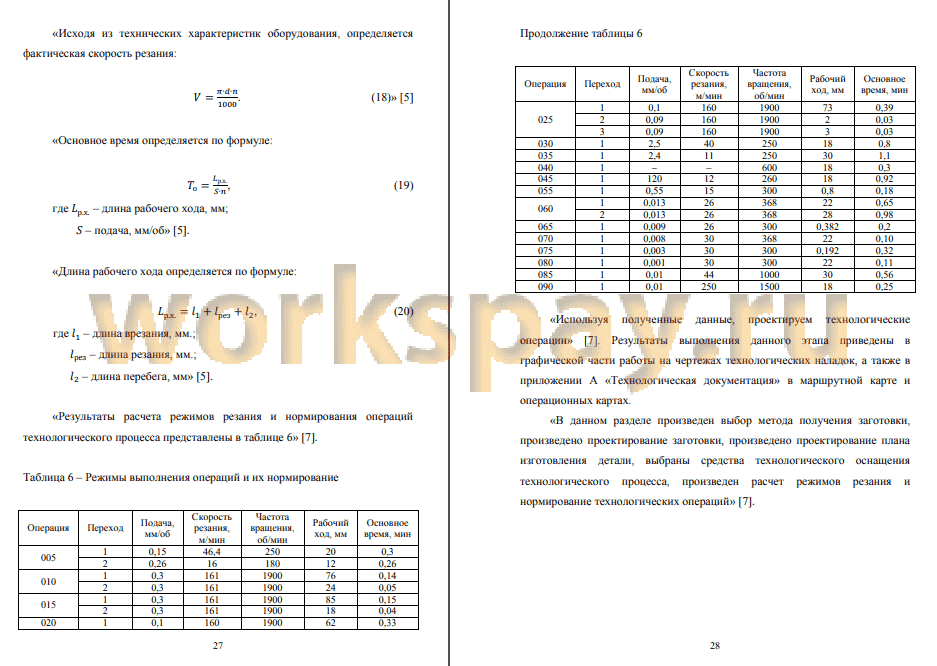
2.4 Расчет режимов резания и нормирование 26
3 Проектирование специальных средств оснащения 29
3.1 Проектирование самоцентрирующих тисков 29
3.2 Проектирование токарного резца 35
4 Безопасность и экологичность технического объекта 38
4.1 Конструктивно-технологическая характеристика технического
объекта 38
4.2 Идентификация профессиональных рисков 38
4.3 Методы и средства снижения профессиональных рисков 40
4.4 Обеспечение пожарной безопасности технического объекта 44
4.5 Обеспечение экологической безопасности объекта 44
5 Экономическая эффективность работы 46
Заключение 50
Список используемых источников 51
Приложение А Технологическая документация 54
Приложение Б Спецификации к сборочным чертежам 64
📖 Введение
Рассматриваемый в данной работе вал-шестерня является частью редуктора цепного траншеекопателя. Вал-шестерня является ответственной деталью, непосредственно влияющей на работоспособность и надежность редуктора. В связи с этим технология изготовления детали должна обеспечить выполнение всех конструкторских требований, указанных на чертеже детали. Другим немаловажным требованием к технологии изготовления детали является обеспечение выпуска всей годовой производственной программы в соответствии с графиком производства. Данное требование при проектировании технологических процессов в современном производстве является ключевым, так как от его выполнения в конечном итоге зависит экономическая эффективность технологического процесса. С учетом выше изложенных соображений сформулируем цель выпускной квалификационной работы.
Цель работы - «проектирование технологического процесса изготовления вала-шестерни редуктора цепного траншеекопателя», обеспечивающего выпуск годовой программы выпуска деталей требуемого качества в условиях среднесерийного типа производства с минимальными экономическими затратами.
✅ Заключение
На первом этапе был проведен анализ условий работы, назначения и технологичности детали, а также анализ типа производства, в условиях которого необходимо изготовить деталь. На основании этого сформулированы задачи, решение которых позволило достичь заявленной цели работы. На следующем этапе проектирования произведены: «выбор метода получения заготовки, проектирование заготовки, проектирование плана изготовления детали, выбор средств технологического оснащения, расчет режимов резания и нормирование технологических операций». Далее с целью повышения эффективности базовой технологии, произведено проектирование специальных средств технологического оснащения. Спроектированы самоцентрирующие тиски и резец, что позволило решить технические проблемы операций связанные с реализацией схемы базирования и образованием в процессе резания сливной стружки. Затем рассмотрены вопросы безопасности и экологичности. Это позволило выявить опасные производственные факторы, «устранить и уменьшить их влияние на работников производства и окружающую среду». «В заключительной части работы определена экономическая эффективность спроектированного технологического процесса, которая подтвердила правильность принятых решений».
📕 Список литературы
🖼 Скриншоты