Тема: Исследование и разработка технологии ремонтной сварки и наплавки клиновой задвижки магистрального трубопровода
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1 Общие сведения о трубопроводной арматуре 6
1.1 Анализ арматуры трубопровода 6
1.2 Характеристика клиновой задвижки 30с41нж 11
1.3 Анализ дефектов задвижек 14
1.4 Анализ способов восстановления трубопроводной арматуры 24
2 Методика исследований процессов и свойств наплавленных покрытий 37
2.1 Методика исследований процессов наплавки 37
2.2 Методика исследования геометрических параметров наплавленных валиков 43
2.3 Методика исследования химического состава наплавленных валиков 44
2.4 Методика исследования твердости наплавленных валиков 45
2.5 Методика проведения испытаний образцов на коррозионную стойкость 47
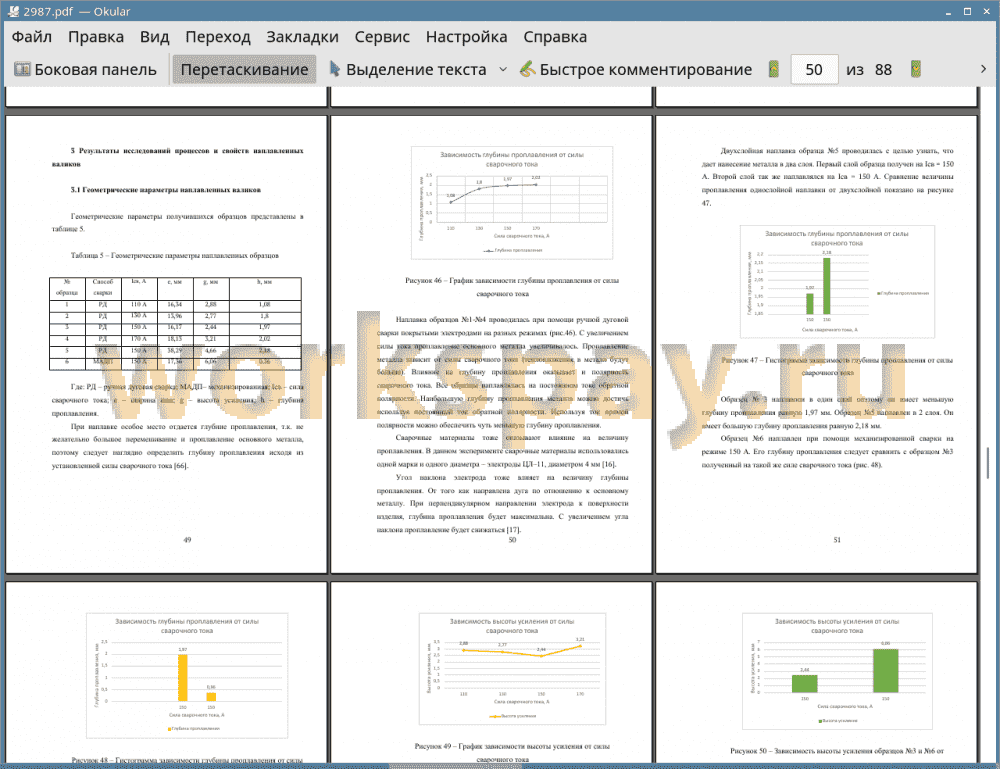
3 Результаты исследований процессов и свойств наплавленных валиков 49
3.1 Геометрические параметры наплавленных валиков 49
3.2 Результаты исследования химического состава 56
3.3 Результаты исследований твердости наплавленных валиков 64
3.4 Результаты испытаний образцов на коррозионную стойкость 65
4 Описание технологии восстановления задвижки 71
4.1 Разборка арматуры 71
4.2 Промывка деталей арматуры 73
4.3 Дефектация 73
4.4 Механическая обработка 74
4.5 Наплавка уплотнительных поверхностей 74
4.6 Механическая обработка клина и корпуса арматуры 76
4.7 Сборка и гидроиспытания арматуры 77
Заключение 79
Список используемых источников 81
📖 Введение
Аварии на трубопроводах явление не редкое. Чаще всего они случаются из-за отказа различной аппаратуры, установленной на нефте- или газопроводе.
На трубопровод устанавливают различные виды устройств таких как: запорная арматура, регулирующая, контрольная, защитная, предохранительная. Чаще всего для отключения потока рабочей среды используют запорную арматуру или как ее еще называют - задвижки [1].
У такой арматуры больше половины отказов, возникающих при ее эксплуатации, связаны с потерей герметичности затвора (клина или диска арматуры). Затвор арматуры - самая ответственная деталь задвижки. С другими элементами задвижки аварии происходят реже и чаще всего обусловлены некачественным изготовлением изделий (шток, уплотнения, гайки и болты) [1].
В гонке за экономическую выгоду предприятия все чаще прибегают к покупке задвижек китайского производства. Но к сожалению качество такой запорной арматуры сильно страдает. Она не только собрана из некачественных деталей, но еще и не поддается ремонту. А без ремонта или обслуживания задвижка обойтись не может.
Повысить надежность аппаратуры, установленной на трубопровод в процессе эксплуатации невозможно. Объясняется это тем, что надежность самого устройства закладывается при его проектировании и изготовлении. В процессе работы устройство свой ресурс только расходует. У запорной арматуры ресурс подразумевает количество циклов ее работы: «открыто/закрыто».
Наиболее эффективным является повышение надежности механизмов и машин на стадии их проектирования конструкторами и изготовления за счет оптимальных конструктивных решений узлов арматуры, а также технологических операций при изготовлении.
Основные пути повышения ресурса задвижки - это резервирование элементов узлов запорной арматуры, защита элементов узлов арматуры от коррозии. Устранение выявленных причин отказов является важным направлением повышения надежности запорной арматуры [2].
Коррозия деталей задвижек - это 80% поломок, связанных с утечкой рабочей среды. Повысить стойкость деталей от коррозии можно при помощи наплавки уплотнительных поверхностей, а также использовании качественных материалов [1].
Применение наплавки повышает ресурс задвижки, существенно экономит средства. Затраты на капитальный ремонт намного меньше покупки новой детали, а ее ресурс (отремонтированной арматуры) иногда больше, чем у новой задвижке, вышедшей с завода [5].
Наплавку чаще всего производят покрытыми электродами при помощи ручной дуговой сварки. При таком способе можно восстановить изношенную деталь и осуществить повторное использование устройства. В наше время существуют технологии, которые могут повысить качество ремонтных работ и качество наплавленного металла [4].
Применение таких технологий целесообразно, когда требуется большой объем ремонтных работ или при процессе ремонта по известной технологии, задвижки быстрее начали выходить из строя.
Но даже если арматура проходит своевременный планово-предупредительный ремонт в соответствии с графиком - это не гарантирует отказ задвижки во время работы. Поэтому цель повышения ресурса стоит на первом месте при решении проблем в арматуростроении.
Цель работы - повышение ресурса арматуры нефтепровода при проведении капитального ремонта.
✅ Заключение
Однако большое содержание легирующих элементов в наплавленном металле требует применение способов наплавки с меньшей погонной энергией и лучшей защитой сварочной ванны от окружающей среды.
Наносить такие покрытия лучше при помощи механизированной сварки в среде защитных газов.
По полученным данным механические и эксплуатационные свойства наплавленного металла, полученного механизированной сваркой выше, чем у металла нанесенного при помощи покрытых электродов.
Выводы
1) Самый распространенный тип трубопроводной арматуры, устанавливаемой на магистральные и технологические трубопроводы - это запорная арматура (задвижки).
2) Анализ дефектов задвижек показал, что дефекты могут быть, как и конструктивного характера, так полученные в процессе работы изделия.
3) Анализ способов восстановления арматуры показал, что применение новых прогрессивных технологий для получения наплавленных слоев, с заданными качествами и последующей механической обработкой, намного сложнее в исполнении и дороже. Поэтому была выбрана механизированная сварка в среде защитных газов и сварка покрытыми электродами.
4) Исследование процессов наплавки хромоникелевых сталей на углеродистую сталь Ст 3 с использованием электродов ЦЛ-11 и проволоки Св-06Х19Н9Т, показали, что наплавка на одном и том же 1св =150 А, дает разные геометрические параметры наплавленных валиков. Применение двухслойной наплавки не дает высоты наплавленного металла, требующегося на дальнейшую механическую обработку, такого как у валика, полученного механизированной наплавкой в среде аргона. Исходя из этого выбрана механизированная наплавка.
5) Установлено, что легирующие элементы, содержащиеся в проволоке положительно сказываются на характеристиках металла. Содержание хрома (Cr) и никеля (Ni) в наплавленном металле повышают твердость. Твердость образцов в пределах 196,6-408 HB.
6) Испытания на коррозионную стойкость в различных средах, показали, что наплавленный металл образцов не теряет веса за 1500 часов в таких средах как нефть и вода, растворы солей. Поэтому данную технологию можно рекомендовать к применению в задвижках, работающих с рабочей средой - нефтью.
7) Проведенные исследования позволили разработать технологию восстановления клиновой задвижки.
📕 Список литературы
🖼 Скриншоты