Тема: ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ОТЛИВОК ДЛЯ МАШИНОСТРОЕНИЯ С ГОДОВЫМ ВЫПУСКОМ 25 000 тонн
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1. ОБЩАЯ ЧАСТЬ 9
1.1 место расположения проектируемого технологического процесса 9
1.2 Фонды времени и режимы работы цеха 10
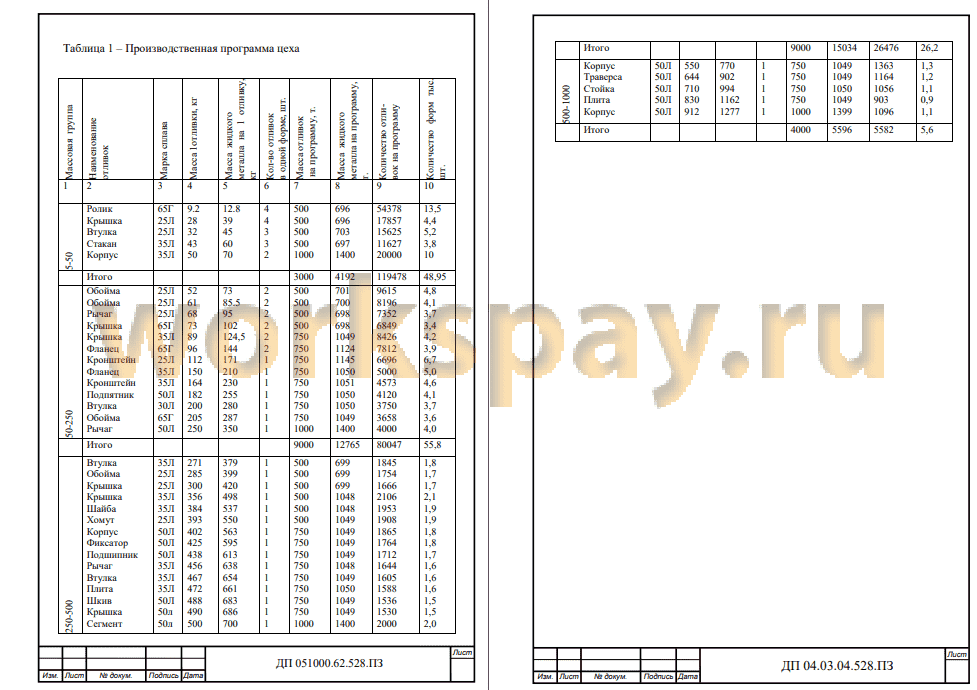
1.3 Производственная программа цеха 10
2. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ 13
2.1 Выбор технологии производства отливок 13
2.2 Технические условия и характеристика детали 13
2.3 Материал отливки и его свойства 14
2.4 Выбор способа производства отливки 15
2.5 Формовочные и стержневые смеси 16
2.6 Определение количества стержней и их размеров 18
2.7 Конструирование и расчет литниковой системы 18
2.8 Конструирование и расчет прибылей 19
2.9 Выбор внутреннего холодильника 21
2.10 Выбор и обоснование типа литниковой системы и способа заливки сплава в форму 22
2.11 Расчет оптимальной продолжительности заливки и площадей сечений литниковых каналов 23
3. РАСЧЕТ ОСНОВНЫХ ОТДЕЛЕНИЙ ЦЕХА 28
3.1 Формовочное отделение 28
3.2 Расчет программы формовочного отделения 32
3.3 Стержневое отделение 34
3.4 Описание конструкции установки 38
3.5 Смесеприготовительное отделение 40
3.6 Шихтовый двор 42
3.7 Плавильное отделение 43
3.8 Технология плавки в дуговой печи 47
3.9 Выплавка стали в кислых дуговых печах 48
3.10 Область применения. Преимущества и недостатки. Шлаки кислого процесса 49
3.11 Особенности выплавки стали в кислых печах 52
3.12 Устройство и принцип действия дуговой печи постоянного тока 54
3.13 Заливка стали 55
3.14 Футеровка сталеразливочного ковша 56
3.15 Промежуточный ковш-дозатор 61
3.16 Охлаждение отливок 63
3.17 Выбивка 64
3.18 Расчет шихты для приготовления сплава 65Г на 100кг 66
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ 69
4.1 Расчет списочного состава работающих 69
4.2 Организация и планирование заработной платы 74
4.3 Отчисления на социальные нужды 79
4.4 Расчет капитальных затрат и амортизационных отчислений 80
4.5 Определение затрат и планирование себестоимости продукции 82
4.6 Расчет плановых постоянных и переменных затрат 86
4.7 Технико-экономические показатели 87
5. Методический план подготовки и повышение квалификации по профессии модельщик по металлическим моделям 89
5.1 Изучение квалификационной характеристики для разных разрядов по выбранной специальности «Модельщик по металлическим моделям», используя ЕТКС. 90
5.2 Анализ федерального государственного образовательного стандарта среднего профессионального образования по специальности «Модельщик по металлическим моделям». 92
5.3 Разработка учебного плана по профессии «Модельщик по металлическим моделям». 94
5.4 Вывод 96
6. Безопасность и экологичность проекта 97
6.1. Безопасность труда 97
6.1.1. Характер трудового процесса 98
6.1.2. Условия труда 99
Выводы 107
6.2 Экологическая безопасность проекта 108
6.2.1. Глобальные экологические проблемы современности 108
6.2.2 Анализ связей технологического процесса с экологическими системами 111
6.2.3. Основные характеристики технологического процесса 114
6.2.4. Основные требования экологизации проекта 115
Список использованных источников 117
📖 Введение
Перспективность литейной технологии изготовления заготовок и деталей различного назначения обусловлено надежностью и универсальностью, позволяющими получать изделия из различных сплавов массой от граммов до сотен тонн с размерами от десятков миллиметров до десятков метров.
При улучшении организации производства, совершенствовании техники и технологии, применение прогрессивных методов литья, улучшение качества отливок позволяет получить больше продукции при относительно меньшей численности работающих.
Основными процессами литейного производства являются: плавка металла, изготовление форм, заливка металла и охлаждение, выбивка, очистка, обрубка отливок, термическая обработка и контроль качества отливок.
Литейное производство позволяет получать заготовки сложной конфигурации с минимальными припусками на обработку резанием, хорошими механическими свойствами. Технологический процесс изготовления отливок механизирован и автоматизирован, что снижает стоимость литейных заготовок.
Характерной особенностью литейного производства является однонаправленность и непрерывность производственного процесса изготовления отливок, то есть процесса формовки заливки форм.
В проектируемом нами цехе производится ремонтное литье для нужд ОАО «Первоуральского Новотрубного завода». ОАО «Первоуральский новотрубный завод» — российское предприятие металлургической отрасли в г.Первоуральске (Свердловской области). Входит в группу ЧТПЗ. Одно из крупнейших предприятий России и Европы по выпускустальных труб.
В настоящее время завод располагает практически всеми основными технологиями производства стальных труб и баллонов.
На предприятии производится свыше 25 тысяч типоразмеров труб и трубных профилей из 200 марок углеродистых, легированных и нержавеющих сталей по 34 российским и 25 иностранным стандартам, а также по 400 техническим условиям.
Цех характеризуется высокой серийностью номенклатуры отливок, вид литья - стальные отливки различной сложности и конфигурации.
✅ Заключение
Анализ технологического процесса свидетельствует о его незамкнутом характере, поскольку существуют связи с внешней средой при использовании исходного сырья, энергии, выходе готовой продукции, получении различных видов отходов.
📕 Список литературы
🖼 Скриншоты