Тема: Современные технологические процессы изготовления деталей в машиностроении
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 5
1 Современное состояние технологии ремонта коробок буровых насосов 7
1.1 Описание детали и особенностей ремонта 7
1.2 Сведения о материале деталей 10
1.3 Описание операций базового технологического процесса ремонтной наплавки гидравлической коробки 12
1.4 Анализ источников научно-технической информации по вопросу
повышения эффективности ремонтной наплавки деталей машин 16
1.5 Формулировка задач выпускной квалификационной работы 18
2 Построение проектной технологии восстановительной наплавки детали 20
2.1 Обоснование выбора способа восстановительной наплавки 20
2.2 Повышение эффективности восстановительной наплавки в защитных газах проволокой сплошного сечения 26
2.3 Назначение параметров режима ремонтной наплавки 29
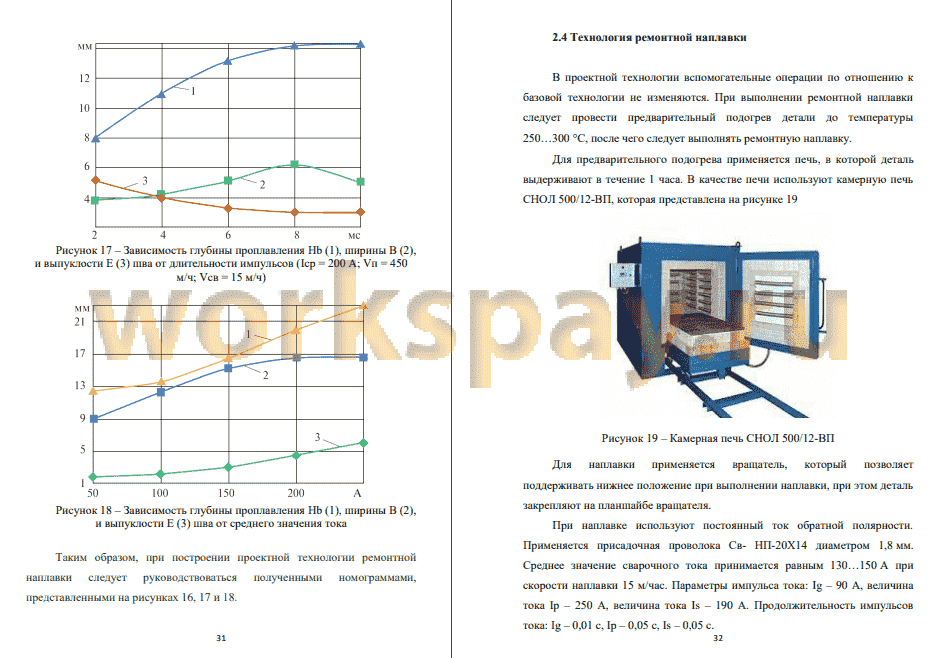
2.4 Технология ремонтной наплавки 32
3 Обеспечение безопасности и экологичности предлагаемых технических решений 35
3.1 Конструктивно-технологическая характеристика рассматриваемого объекта 35
3.2 Идентификация профессиональных и производственных рисков 37
3.3 Методики и технические средства для устранения профессиональных рисков 39
3.4 Пожарная безопасность рассматриваемого технологического объекта 40
3.5 Вопросы обеспечения экологической безопасности 42
4 Экономическое обоснование предлагаемых в выпускной квалификационной работе решений 44
4.1 Анализ исходной информации по базовой и проектной технологиям 44
4.2 Оценка фонда времени работы оборудования 46
4.3 Оценка штучного времени при выполнении операций проектного
и базового вариантов технологии 47
4.4 Расчёт заводской себестоимости при осуществлении операций технологического процесса по рассматриваемым вариантам 49
4.5 Капитальные затраты при реализации проектного и базового вариантов технологии 53
4.6 Показатели экономической эффективности 56
Заключение 58
Список используемой литературы и используемых источников 60
📖 Введение
В настоящий момент насчитывается более десятка классов износостойкости, которые по сопротивляемости износу могут отличаться друг от друга на порядки. К самым разрушительным видам изнашивания относят коррозионно-абразивное и абразивное изнашивание. Такое изнашивание характерно для условий работы деталей машин широкой номенклатуры. При восстановлении таких поверхностей применяются различные виды наплавки с применением штучных электродов и порошковой проволоки.
Также для повышения износостойкости деталей машин можно изготовить всю деталь из износостойкого материала.
Самыми универсальными способами восстановления деталей машин следует признать дуговые способы наплавки, которые позволяют вернуть эксплуатационные свойства изношенной детали с минимальными затратами по времени и материалам. При этом наиболее простым в реализации продолжает считаться такой способ, как ручная дуговая наплавка штучными электродами. При этом для внедрения технологического процесса ручной дуговой наплавки обычно даже не требуется приобретение нового сварочного оборудования, так как все необходимое оборудование уже имеется на предприятии. Кроме того, процесс ручной дуговой наплавки достаточно прост для понимания сварщиком и технологом, поэтому построение технологии ручной дуговой наплавки и её метрологическое обеспечение не должно встретить затруднений. Также следует отметить высокую универсальность ручной дуговой наплавки, которая позволяет восстанавливать детали машин со сложной геометрией.
Недостатки, присущие ручной дуговой наплавке, заставляют искать замену этому способу восстановления деталей машин. При этом ручная дуговая наплавка вытесняется более производительными и более перспективными способами.
Для повышения эффективности наплавки следует серьёзно отнестись к выбору наплавочных материалов. Применить при этом универсальные электроды нежелательно, так как в этом случае стойкость наплавленного слоя против износа будет незначительной.
В настоящее время всё большее распространение получают механизированные и автоматические способы наплавки проволокой сплошного сечения и порошковой проволокой, которые позволяют повысить эксплуатационные свойства восстановленных деталей при правильном выборе состава проволоки.
Также при восстановительной наплавке перспективным считается применение плазменных методов, которые позволяют варьировать свойства наплавленного слоя за счёт широкого выбора наплавочных порошков.
Типовой деталью, для которой требуется проведение восстановительной наплавки, является гидравлическая коробка бурового насоса. Базовый вариант восстановительной наплавки предусматривает проведение ручной дуговой наплавки. Эффективность восстановительных работ может быть повышена за счёт применения перспективных способов восстановления деталей машин. Это позволит повысить производительность работ, снизит процент брака и увеличит продолжительность эксплуатации восстанавливаемых деталей.
Исходя из этого следует признать актуальность выбранной тематики исследования и цель выпускной квалификационной работы - повышение эффективности восстановительной наплавки гидравлических коробок буровых насосов.
✅ Заключение
В качестве конкретной детали в работе рассматривается гидравлическая коробка бурового насоса. На основании анализа известных решений для построения проектной технологии предложено использовать механизированную сварку проволокой сплошного сечения в среде защитных газов.
Проектная технология условно может быть разделена на семь этапов. Первой операцией является подготовительная, для выполнения которой применяется моющий аппарат «Посейдон» и печь для прокалки. Второй операцией является дефектация, для выполнения которой применяется комплект измерительного оборудования. Третьей операцией является подготовка дефектного места, для выполнения которой применяется пневматическая зачистная машинка и компрессор. Четвёртой операцией является предварительный подогрев, для выполнения которой применяется электрическая печь. Пятой операцией является ремонтная наплавка, для выполнения которой применяется сварочный полуавтомат, источник питания, вращатель, газовая аппаратура. Шестой операцией является механическая обработка, для выполнения которой применяется токарный станок. Седьмой операцией является контроль качества, для выполнения которого применяется набор визуально-измерительного контроля и набор для проведения контроля пронимающими веществами.
Производительность труда повышается на 230 %. Уменьшение технологической себестоимости составило 37 %. При этом за счёт повышения производительности труда и снижения издержек удалось получить годовой экономический эффект в размере 1,54 млн. рублей. Средства, затраченные на внедрение предлагаемых в настоящей выпускной квалификационной работе решений, будут окуплены за 0,2 года.
Выполнение операций проектного технологического процесса, который был представлен в исполнительском разделе настоящей выпускной квалификационной работы, приводит к возникновению негативных производственных факторов и негативных экологических факторов. Выполненная идентификация этих негативных факторов позволила предложить стандартные методики и технические средства для защиты персонала и окружающей среды.
Применение предлагаемых в настоящей выпускной квалификационной работе технических решений и организационных мероприятий предусматривает применение прогрессивного по сравнению с базовым вариантом технологии оборудования. Значительное повышение производительности труда достигается не только за счёт применения прогрессивного оборудования, но и за счёт повышения стабильности качества выпускаемой продукции. Это позволяет уменьшить трудовые и финансовые затраты на обнаружение и исправление брака. На основании этого можно заключить, что в работе удалось достигнуть одновременного повышения производительности и качества наплавочных работ.
На основании вышеизложенного следует считать поставленную цель выпускной квалификационной работы достигнутой.
Результаты настоящей выпускной квалификационной работы рекомендуются к внедрению на предприятиях, которые выполняют работы по восстановлению деталей машин с применением наплавки.
Также следует принимать во внимание, что предлагаемые в настоящей выпускной квалификационной работе технические решения и организационные мероприятия позволяют судить о высокой эффективности замены ручных способов сварки и наплавки на механизированные способы.
📕 Список литературы
🖼 Скриншоты