Тема: Исследование возможностей индукционной пайки в контролируемой атмосфере
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1 Состояние вопроса 5
1.1 Индукционный нагрев. Принцип действия 5
1.2 Индукционная пайка 7
1.3 Контролируемые атмосферы 8
1.4 Индукционная пайка в контролируемой атмосфере 23
1.5 Особенности пайки стали 25
1.6 Особенности пайки меди и его сплавов 33
1.7 Описание и характеристики стали марки Ст 3 36
1.8 Описание и технологические свойства меди 38
1.9 Описание припоев 40
1.9.1 Припой марки Л63 40
1.9.2 Припой марки ЛКБО 62-0,2-0,04-0,5 41
1.9.3 Припой марки П 81 42
1.9.4 Припой марки Алармет 211 44
1.9.5 Припой марки ПСр-45 44
1.10 Описание флюса ФК-320 46
1.11 Задачи магистерской диссертации 47
2 Методика исследования 48
2.1 Разработка методики проведения исследований индукционной пайки в контролируемой атмосфере 48
2.2 Разработка системы с контролируемой атмосферой 52
2.3 Пайка пластин 57
2.4 Исследование растекания припоя 60
2.5 Исследование прочности паяных соединений 61
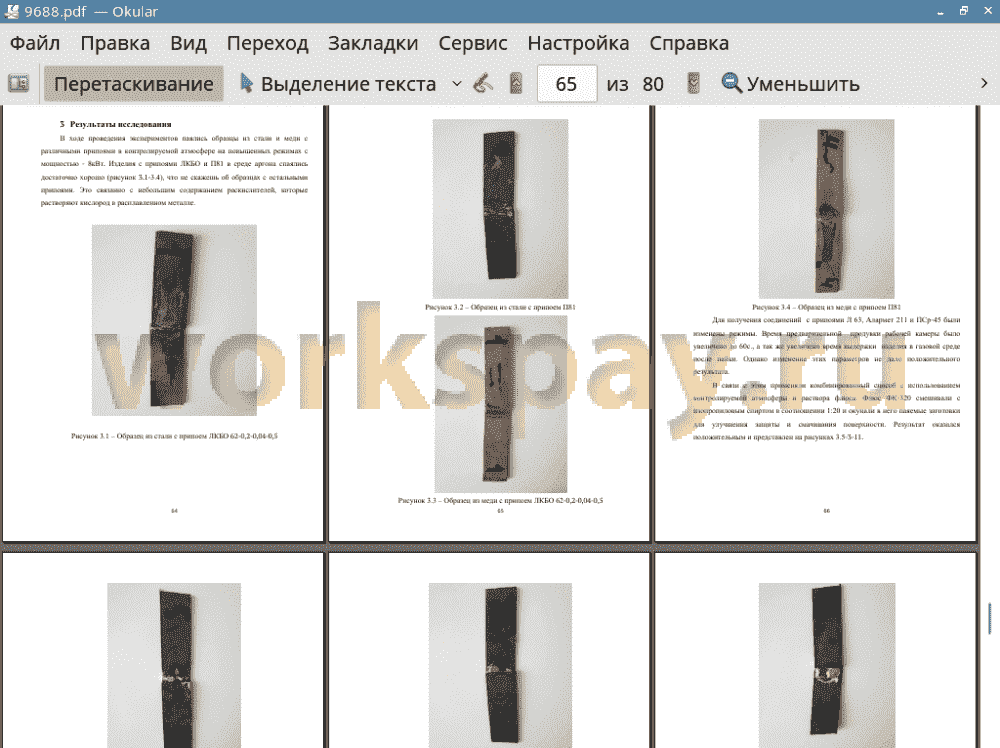
3 Результаты исследования 64
ЗАКЛЮЧЕНИЕ 74
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ 75
📖 Введение
Получение индукционной пайкой соединений, в основном, реализуется с применением флюса, «однако обусловленные физикой процесса преимущества пайки наиболее полно реализуются в условиях бесфлюсовой пайки . Пайка по бесфлюсовой технологии получает все большее распространение по следующим причинам. Остатки флюсов обладают высокой коррозионной активностью, процесс удаления остатков флюсов требует дополнительных трудозатрат. Кроме того, технологии флюсовой пайки требуют дополнительных приемов по защите окружающей среды» [23].
Вследствие этого, давно разрабатывают и внедряют бесфлюсовые технологии пайки, такие, как пайка в вакууме, пайка в защитных газовых средах (нейтральных и активных), ультразвуковая пайка и др. Однако не стоит забывать и про совместное применение контролируемых атмосфер с флюсами. «В случае применения только контролируемой атмосферы, детали получаются абсолютно чистыми и не требуют дальнейшей очистки после пайки. В свою очередь, контролируемые атмосферы с использованием флюса положительно влияют на продолжительность действия флюса, а очистка изделий сводится к минимуму» [30].
Исходя из вышесказанного, разработка новых способов с применением контролируемой атмосферы является актуальной.
Таким образом, целью данной работы является повышение качества паяных соединений при помощи индукционного нагрева в контролируемой атмосфере.
✅ Заключение
Была разработана специальная камера с контролируемой атмосферой для проведения процессов индукционной пайки в газовой среде.
Так же разработана методика проведение исследования индукционной пайки в контролируемой атмосфере на установке индукционного нагрева СЭЛТ- 001-15/44 и сопутствующего к ней оборудования.
Проведенные экспериментальные исследования позволили определить влияние мощности установки СЭЛТ-001-15/44 на качество получаемых образцов, а так же подобрать оптимальные значения для деталей с малым сечением.
В заключении, можно сделать вывод, что получение паяных соединений стали и меди с тугоплавкими припоями, при помощи индукционного нагрева в газовой среде аргона возможно, но исследования являются не окончательными и требуют дополнительного изучения. Еще не опробованы способы с применением других газовых сред и материалов, например, пайка в парах цинка с карбюризатором или в среде азота и его смесей. Эти способы могут увеличить качество паяемых деталей, а так же экономическую эффективность.
📕 Список литературы
🖼 Скриншоты