Тема: ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ СТАЛИ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С ГОДОВЫМ ВЫПУСКОМ 2500 ТОНН
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Закладка не определена.
РЕФЕРАТ 6
ВВЕДЕНИЕ 7
1. ПРОЕКТНАЯ ЧАСТЬ 8
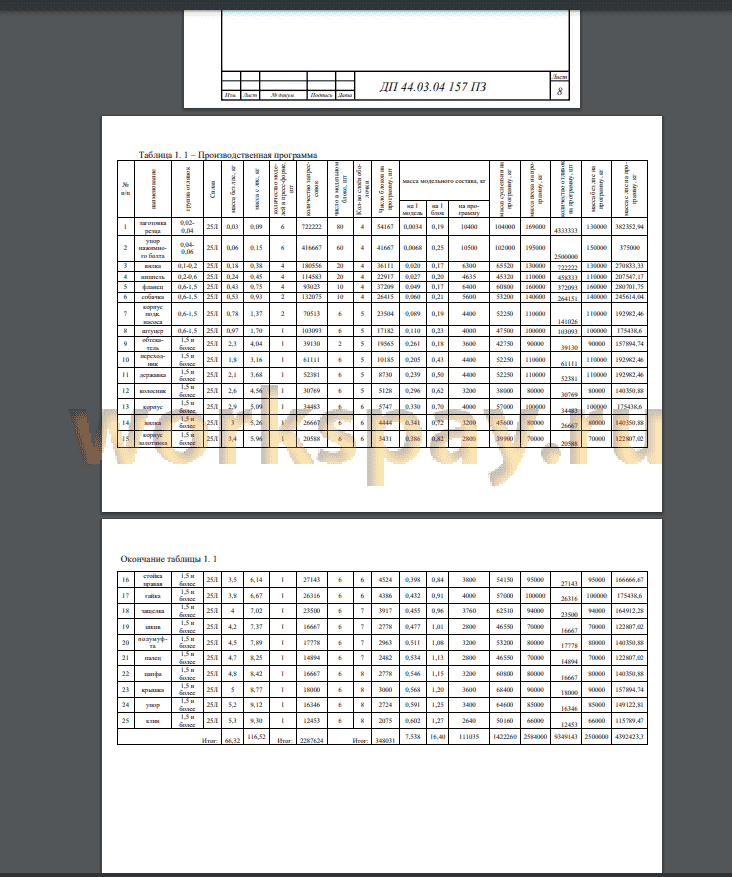
1. 1 Планирование производственной программы 8
1. 2 Классификация цеха 11
1. 3. Выбор режима работы цеха 11
1. 4 Расчет оборудования. Выбор марок 12
1. 4. 1 Модельное отделение 12
1. 4. 2 Отделение изготовления оболочки формы 13
1. 4. 3 Прокалочно - заливочное отделение 17
1. 4. 4 Термообрубное отделение 21
1. 5 Расчет шихты 26
1. 6 Баланс материалов 30
1. 7 Расчет складов 31
1. 8 Внутрицеховой транспорт 31
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 32
2. 1 Технологический процесс изготовления отливки методом ЛВМ 32
2. 1. 1 Приготовление модельного состава, изготовление моделей и
сборка блоков 32
2. 1. 2 Изготовление огнеупорных оболочек 33
2. 1. 3 Сушка огнеупорного покрытия 36
2. 1. 4 Выплавка модельного состава 36
2. 1. 5 Обжиг, заливка и охлаждение оболочек 36
2. 1. 6 Плавка и подготовка печи к плавке 37
2. 1. 7 Предварительная очистка отливок 41
2. 1. 8 Обрубка отливок 42
2. 1. 9 Окончательная очистка отливок 42
2. 1. 10 Термообработка отливок 42
2. 2 Разработка технологии отливки 43
2. 2. 1 Анализ конструкции детали, условий ее эксплуатации, материала отливки 43
2. 2. 2 Определение припусков на механическую обработку 44
2. 2. 3 Выбор и обоснование положения отливки при заливке 44
2. 2. 4 Выбор и обоснование конструкции литниково-питающей системы и модельного блока 45
2. 2. 5 Расчет литниково-питающей системы 45
2. 2. 6 Проектирование пресс-формы 46
2. 2. 7 Технологический выход годного 49
2. 2. 8 Анализ возможных видов брака и меры его предупреждения 49
2. 2. 9 Контроль качества отливки осуществляем следующими методами 51
3 ЭКОНОМИЧЕСКАЯ ЧАСТЬ 52
3. 1 Расчёт численности рабочих 52
3. 2 Организация и планирование заработной платы 58
3. 3 Определение основного фонда заработной платы 59
3. 4 Отчисления на социальные нужды 64
3. 5 Затраты на возведения здания цеха 66
3. 6 Затраты на приобретение, монтаж оборудования и подъемнотранспортных механизмов 66
3. 7 Расчет суммы амортизационных отчислений и отчислений в фонд ремонта и эксплуатации оборудования 69
3. 8 Расчет постоянных и переменных затрат 72
3. 9 Анализ коммерческой эффективности проекта 74
3. 10 Показатели эффективности 84
4 БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ 86
4. 1 Введение 86
4. 2 Безопасность труда 87
4. 2. 1 Идентификация опасных и вредных производственных факторов 87
4. 2. 2 Микроклимат 88
4. 2. 4 Тепловое излучение 90
4. 2. 4 Запылённость, загазованность 91
4. 2. 5 Вентиляция, отопление 93
4. 2. 6 Производственное освещение 94
4. 2. 7 Защита от шума 97
4. 2. 8 Защита от вибрации 98
4. 2. 9 Электробезопасность 99
4. 2. 10 Эргономичность рабочего места 100 4. 2. 11 Наличие средств защиты от воздействия движущихся частей оборудования, являющихся источником опасности; наличие и соответствие нормативным требованиям сигнальной окраски и знаков
безопасности 102
4. 3 Пожарная безопасность 104
4. 4 Чрезвычайные ситуации 105
Выводы 109
5 ПРИРОДОПОЛЬЗОВАНИЕ И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ 111
ЗАКЛЮЧЕНИЕ 115
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 116
📖 Введение
Литье по выплавляем моделям рассматривается как точный вид литья, это значит, что отливки получаются с ровной поверхностью и более приближены к размерам детали, что дает возможность получить отливки с меньшей затраты металла, не тратя его на механическую обработку. Такая точность поверхности обуславливается тем, что перед заливкой оболочковые формы разогревают, а также сама оболочка внутри получается гладкая благодаря обмазочным материал. Вследствие этого резко снижается трудоемкость и стоимость изготовления изделий. уменьшается расход металла и инструмента, экономятся энергетические ресурсы. сокращается потребность в рабочих высокой квалификации, в оборудования, приспособлениях, производственных площадях.
Продукт получается с уменьшенной шероховатостью поверхности и с существенным улучшением внешнего вида. Несмотря на большую энергозатратность и трудоёмкость, большая часть средств экономится на модельном составе, так как он состоит на 80% из возврата.
Так же этот метод литья подразумевает изготовление деталей массой от нескольких граммов до десятка килограммов, с толщиной стенок в ряде случаев менее 1 мм.
Применения литья по выплавляемым моделям дает возможность проектировать сложные конструкции, создавать детали, которые не выполняются любым другим видом литья.
✅ Заключение
Производство отливок в спроектированном цехе ограничивается одним технологическим процессом, т.е. данный цех имеет технологическую специализацию.
Такая специализация очень эффективна. Цех будет иметь стабильный заказ от машиностроительных предприятий, ремонтных цехов и индивидуальных заказчиков - за счет высокого качества продукции, и её не высокой рыночной стоимости, что очень важно в условиях конкуренции.
Высокое качество продукции достигается использованием качественных материалов и соблюдением технологии производства, что позволяет получать высокое качество поверхности с относительно меньшими затратами.
Срок окупаемости проекта составляет меньше года, критический объем производства составляет 425 тонн годного литья в год, это в 6 раз меньше планируемого, что делает проект более устойчивым и прибыльным.
С точки зрения экологии цех не окажет большого воздействия на окружающую среду, так как используемые индукционные печи имеют низкие показатели выбросов вредных веществ, отработанных огнеупорные оболочки на полигоны для хранения мусора. Также, все установки имеют очистные сооружения.
📕 Список литературы
🖼 Скриншоты