Тема: ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ ИЗ ЧШГ С ГОДОВЫМ ВЫПУСКОМ 6000 ТОНН
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
ВВЕДЕНИЕ 7
1 ПРОЕКТНАЯ ЧАСТЬ 8
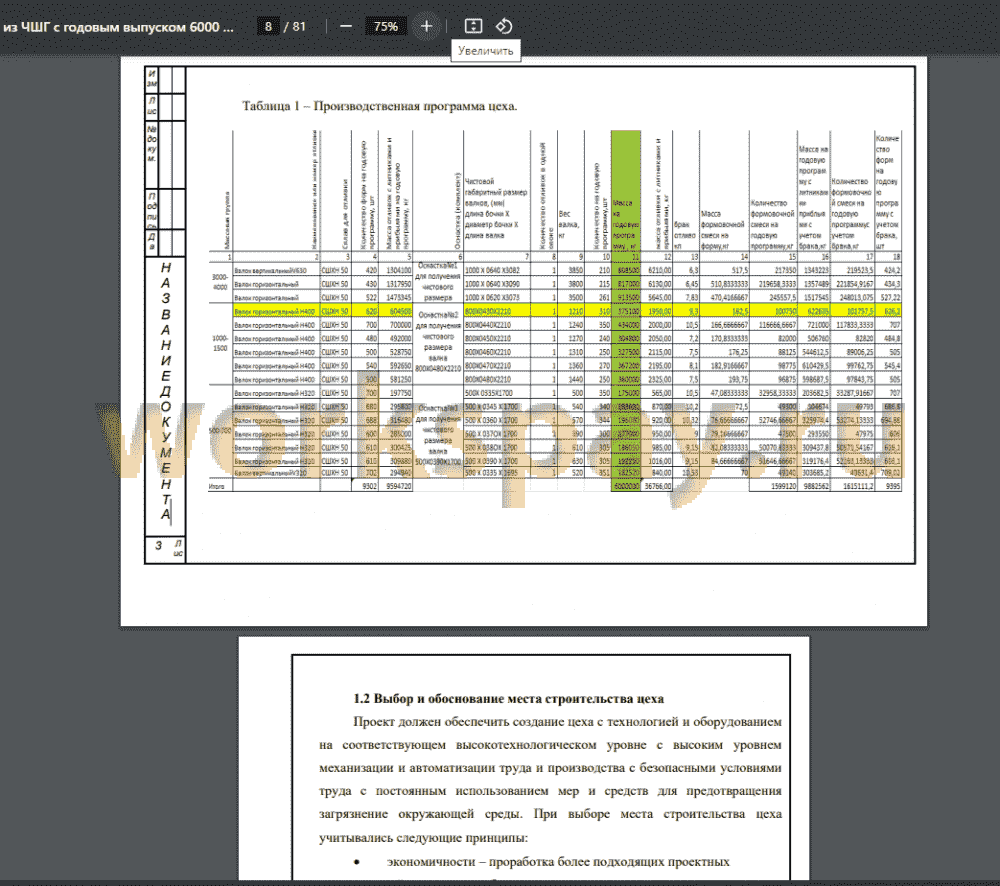
1.1 Обоснование и расчет производственной программы 9
1.2 Выбор и обоснование места строительства цеха 3
1.3 Выбор режима работы литейного цеха. Расчёт фондов времени 4
2 РАСЧЁТ ОСНОВНЫХ ОТДЕЛЕНИЙ ЦЕХА 3
2.1 Плавильное отделени 3
2.1.1 Выбор плавильного агрегата 3
2.1.2 Шихтовые материалы индукционной плавки 5
2.1.3 Расчет количества плавильных агрегатов 3
2.1.4 Расчет количества машин центробежного литья с горизонтальной осью вращения 4
2.1.5 Расчет парка ковшей 5
2.2 Формовочное отделение 6
2.2.1 Расчет программы формовочного отделения 7
2.2.2 Изготовление формовочной смеси 8
2.2.3 Расчет количества формовочного оборудования 9
2.2.4 Расчёт оборудования смесеприготовления 9
2.3.3 Процесс сушки форм 10
2.4 Участок финишных операций 12
2.4.1 Расчет оборудования для выбивки валков 12
2.4.2 Расчет оборудования для обработки валков после литья 13
2.4.4 Расчет оборудования для термической обработки валков 14
3 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 16
3.1 Разработка технологического процесса изготовления отливки 16
3.1.1 Данные и характеристики отливки 16
3.1.2 Выбор типа плавильного агрегата 16
3.1.3 Выбор машины центробежного литья 17
3.1.4 Расчет литниковой системы 19
3.1.5 Прочностные свойства вала 20
3.1.6 Получение чугуна с шаровидным графитом 22
3.1.7 Процесс сборки форм 22
3.1.8 Выдержка валков в формах 23
3.1.9 Разборка залитых форм 24
3.1.10 Обрубка валков 25
3.1.11 Термическая обработка чугунных валков 26
4 ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОИЗВОДСТВА 28
4.1 Расчет численного состава рабочих 28
3.2 Организация и планирование заработной платы 4
3.3 Отчисления в социальные фонды 3
3.4 Расчет капитальных затрат и амортизационных отчислений 4
4.5 Определение затрат и планирование себестоимости 3
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА 6
5.1 Безопасность труда 6
5.1.1 Характеристика производства 7
5.1.2. Вентиляция 8
5.1.3. Производственный микроклимат 9
5.1.4 Производственный шум 10
4.1.5. Производственная вибрация 11
5.1.6 Электробезопасность 11
5.1.7 Пожарная безопасность 12
5.1.8 Безопасность при ЧС 13
5.2 Экологичность проекта 14
5.2.1 Глобальные экологические проблемы современности 14
5.2.2 Основные требования экологизации проекта 15
5.2.3 Предложения по экологизации технологического процесса 15
6 МЕТОДИЧЕСКАЯ ЧАСТЬ 19
6.1 Особенности обязанностей и трудовых функций заливщика 3 разряда 19
6.1.1 Общие профессиональные компетенции профессии заливщика 19
6.2 Профессиональная подготовка профессии заливщик 21
6.3 Учебный план подготовки по профессии заливщик 21
6.4 Разработка средства обучения по теме урока “Производство черной металлургии” по
МДК.02.02. основы производства черных и цветных металлов 23
6.5 Вывод 24
ЗАКЛЮЧЕНИЕ 25
СПИСОК ЛИТЕРАТУРЫ 26
📖 Введение
Основными процессами литейного производства являются: плавка металла, изготовление форм, заливка металла и охлаждение, выбивка, очистка, обрубка отливок, термическая обработка и контроль качества обработки.
Центробежное литье - перспективный способ производства фасонных изделий с формой тел вращения преимущественно при крупносерийном производстве. Этим способом получают водопроводные и канализационные трубы, заготовки гильз цилиндров двигателей внутреннего сгорания, облицовки судовых валов, корпуса сушильных машин, прокатные валки.
Процесс центробежного литья может быть полностью механизирован или автоматизирован. При этом потери от брака уменьшаются, а потребность в высококвалифицированной рабочей силе сокращается.
Центробежные отливки отличаются повышенными механическими свойствами. При этом значительные технико-экономические преимущества центробежного литья перед ковкой достигают вследствие экономии металла, электроэнергии, трудозатрат. Однако центробежное литье имеет и недостатки: необходимые специальные машины, формы должны быть повышенной прочности, герметичности, необходимо дозирование металла для получения нужного размера внутреннего отверстия отливки, усиливается ликвация компонентов сплавов по плотности.
Целью выполнения данной выпускной квалификационной работы, является организация технологического процесса изготовления прокатных валков из ЧШГс годовым выпуском 6 тысяч тонн.
✅ Заключение
Также были рассмотрены вопросы экологии, безопасности труда и безопасности жизнедеятельности при чрезвычайных ситуациях. В результате снижения расхода основных материалов, минимизирования выбросов вредных веществ получилось обезопасить окружающий мир от вредных факторов и сделать данный проект безопасным для окружающей среды. Были разработаны мероприятия по безопасности труда, которые позволили изменить характер труда работающих в проектируемом литейном цехе, внедрить современные средства техники безопасности, обезопасить трудящихся от влияния на них вредных факторов, что привело к снижению травматизма и профессиональных заболеваний.
📕 Список литературы
🖼 Скриншоты