Тема: Свариваемость и технологии ремонтной сварки изделий из алюминиевых сплавов
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 3
1 Современное состояние ремонтной сварки отливок из алюминиевых
сплавов 7
1.1 Постановка проблемы 7
1.2 Свойства алюминиевых сплавов 11
1.3 Операции базового технологического процесса ремонтной сварки
и наплавки 14
1.4 Анализ способов сварки алюминиевых сплавов при ремонте
отливок 19
1.5 Выводы по первой главе и формулировка задач диссертационного
исследования 28
2 Повышение эффективности сварки неплавящимся электродом при
ремонтной сварке алюминиевых сплавов 31
3 Повышение эффективности трехфазной ремонтной сварки 40
4 Повышение эффективности ремонтной механизированной сварки
деталей из алюминиевых сплавов 48
5 Повышение эффективности ремонтной плазменной сварки деталей из
алюминиевых сплавов 54
Заключение 63
Список используемой литературы и используемых источников 67
📖 Введение
При ремонте деталей и заготовок из алюминиевых сплавов самое широкое применение нашла дуговая сварка, выполнение которой применительно к алюминиевым сплавам встречает значительные трудности, которые не решены до настоящего времени [17], [20], [38], [39], [47]. Эти трудности проистекают из особенностей свойств алюминиевых сплавов по сравнению с другими конструкционными материалами.
Во-первых, алюминиевые сплавы имеют высокую теплопроводность, которая приводит к получению значительного уровня остаточных напряжений и деформация, что сопровождается короблением детали и появлением в ней трещин. Во-вторых, повышенный по сравнению со сталями коэффициент термического напряжения также вызывает коробление детали и появление в ней трещин. В-третьих, поверхность алюминиевых деталей покрыта окисной плёнкой, которая имеет высокую температуру плавления, превышающую температуру плавления основного металла, в результате этого при сварке шов загрязняется окисными пленами. Загрязнению металла шва окисными плёнами также способствует то, что оксид алюминия имеет более высокую плотность, чем расплавленный алюминий, поэтому не остаётся на поверхности сварочной ванны, а тонет в ней. В-четвёртых, расплавленный алюминий активно растворяет в себе газы, которые интенсивно выходят из него при кристаллизации, что приводит к образованию пористости, которая становится серьёзной проблемой при сварке алюминиевых сплавов. В-пятых, все алюминиевые сплавы имеют провал прочности при нагреве, в результате чего форма сварного шва теряет стабильность, а также повышается вероятность получения горячих трещин.
Приведенные выше трудности приводят к тому, что прочность металла сварного шва составляет порядка 60.. .70 % прочности основного металла [5], [35], [39]. Особенно это актуально по отношению к ремонтной сварке
деталей и отливок.
Применительно к отливкам из алюминиевых сплавов вопрос
повышения качества ремонтной сварки является ещё более актуальным [3]. Ремонтная сварка отливок усложняется вследствие того, к затруднениям, связанным с металлургическими особенностями, присовокупляются напряженные состояния в теле самой отливки. Наличие таких напряженных полей приводит к тому, что кристаллизация металла сварного шва происходит при растягивающих напряжениях, что повышает вероятность образования горячих трещин.
К отливке из алюминиевого сплава предъявляются следующие требования [3]: отсутствие пор, раковин и трещин; структура металла должна быть мелкозернистой и плотной; в отливке должен быть минимальный уровень остаточных напряжений.
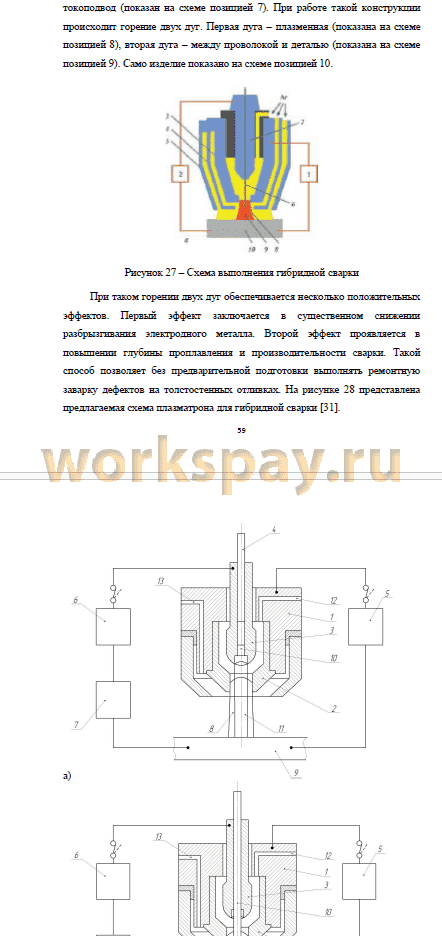
...
✅ Заключение
В ходе анализа свойств материала отливок были сформулированы сложности ремонтной сварки деталей из алюминиевых сплавов.
В качестве первой трудности следует отметить пленку на поверхности деталей, которая состоит из оксида алюминия. Наблюдается значительная разница в температурах плавления оксидной пленки и основного металла, в результате чего при формировании сварочной ванны не происходит расплавления пленки в металле, пленка присутствует в ванне в виде нерасплавившихся частиц. Кроме того, плотность пленки выше, чем плотность расплавленного металла, в результате чего пленка тонет в сварочной ванне и загрязняет её.
В качестве второй трудности следует указать потерю прочности алюминиевых сплавов при высоких температурах. По этой причине наблюдается провисание и провал сварочной ванны и вытекание в зазор расплавленного металла.
В качестве третьей трудности следует указать значительный по сравнению со сталями коэффициент термического расширения, что становится причиной образования повышенного уровня остаточных напряжений и деформаций. При ремонте деталей и заготовок из алюминиевых сплавов это может стать причиной коробления и появления трещин. Кроме того, при сварке алюминиевых сплавов приходится бороться с образованием кратеров.
В качестве четвертой трудности следует указать высокую растворимость газов в расплавленном алюминии. По этой причине возникает значительное количество пор, так как при кристаллизации происходит обратное выделение газов. В результате этого прочность и пластические свойства металла сварного шва могут существенно снизиться.
В качестве пятой трудности следует отметить высокую опасность получения горячих трещин. Образование горячих трещин происходит по причине того, что структура металла шва является столбчатой с выделением легкоплавкой эвтектики по границам зёрен. Применительно к ремонтной сварке отливок опасность возникновения горячих трещин при сварке усиливается, так как в отливке может присутствовать высокий уровень остаточных напряжений третьего рода (уравновешивающийся в пределах всей детали), что вызывает дополнительные растягивающие напряжения, раскрывающие трещину.
...
📕 Список литературы
🖼 Скриншоты