Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
ℹ️Настоящий учебно-методический информационный материал размещён в ознакомительных и исследовательских целях и представляет собой пример учебного исследования. Не является готовым научным трудом и требует самостоятельной переработки.
Аннотация 2
Введение 5
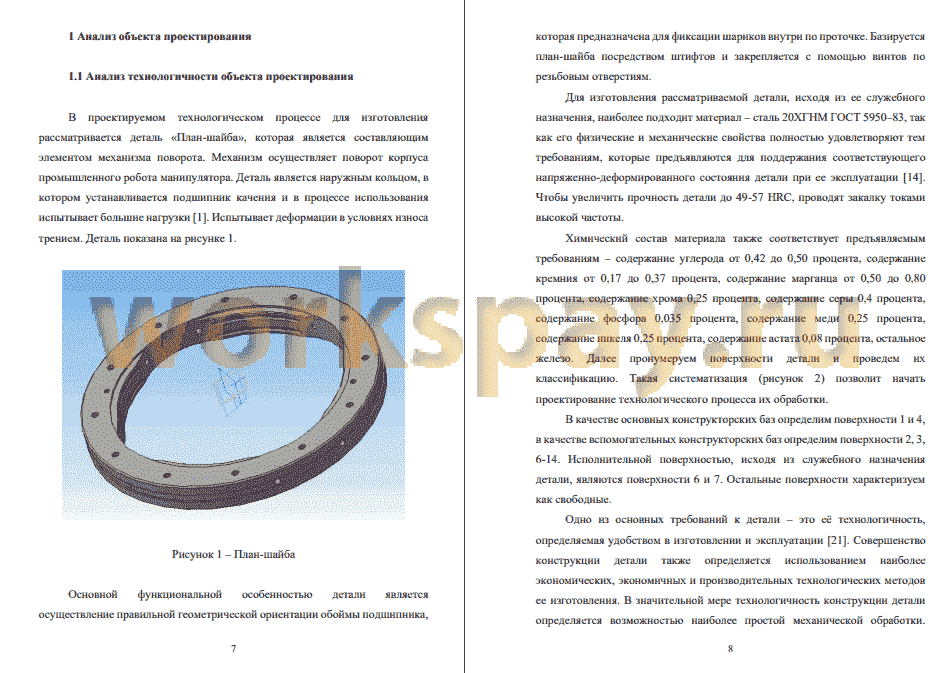
1 Анализ объекта проектирования 7
1.1 Анализ технологичности объекта проектирования 7
1.2 Формулировка задач проектирования 10
2 Технология изготовления детали 12
2.1 Расчет заготовки, выбор методов и средств оснащения 12
2.2 Проектирование технологической операции 24
3 Проектирование специальных средств оснащения 28
3.1 Захватное устройство 28
3.2 Режущий инструмент 31
3.3 САУ токарной обработкой 33
4 Безопасность и экологичность технического объекта 36
5 Экономическая эффективность работы 41
Заключение 46
Список используемых источников 47
Приложение А. Технологическая документация 50
📖 Введение
Станки играют важную роль в промышленной металлообработке. Вид основного оборудования, потребление станков является сильным показателем общей производственной мощности. Производство высоко концентрировано, и подавляющее большинство прецизионных станков, используемых в передовом производстве по всему миру, производится в небольшом числе стран. Наиболее важными производителями станков являются Китай, Германия и Япония. Китай уникален тем, что его массовое производство в подавляющем большинстве предназначено для его собственного внутреннего производственного сектора, в то время как все другие крупные производители экспортируют значительную часть своих станков. Другими крупными производителями станков являются Италия, Южная Корея, Соединенные Штаты, Тайвань и Швейцария; за пределами этих стран почти все прецизионные станки должны импортироваться. В настоящей выпускной квалификационной работе при реализации технологического процесса используется высокопроизводительное оборудование. В России, США и Великобритании с момента их пика наблюдался спад производства станков в разной степени, в то время как несколько восточноазиатских экономик за тот же период построили или значительно расширили свою станкостроительную промышленность, а несколько европейских стран сохранили высокий уровень производства. Это произошло потому, что производство станков требует существенной социальной инфраструктуры, такой как образованные работники, значительные капиталовложения и сильная клиентская база, которую компании на фрагментированном рынке станкостроения, как правило, не могут создать самостоятельно. Эти моменты требуют преднамеренных действий государства для создания и продолжения политики для поддержания. Все успешные страны придерживаются четкой политики, помогающей производителям станков, в то время как те, которые пришли в упадок или вообще не смогли наладить значительное производство, этого не сделали. Эта политика была успешно реализована только государствами с сильной координацией между элитами в правительстве, бизнесе и финансах. Продукты, начиная от автомобилей и заканчивая самолетами, военными кораблями и медицинскими приборами, мобильными телефонами и оборудованием для горнодобывающей промышленности, требуют скорости производства, качества и точности обработки, а также масштабируемости станков. Квалифицированная рабочая сила необходима для производства станков. В процессе проектирования требуются инженерные разработки в области механики, электротехники и программного обеспечения, опытные технические специалисты необходимы для сборки и тестирования, для соблюдения графика требуется отличное управление цепочками поставок и производством, а для поддержания отношений с клиентами необходимы глобальные команды технических продаж и поддержки. Компании, находящиеся на переднем крае, должны постоянно инвестировать в НИОКР, которые для наиболее специализированных и передовых станков должны включать тесные отношения с ключевыми заказчиками, чтобы гарантировать, что расходы на НИОКР направлены на проекты, которые принесут реальную пользу.
В работе проводится сравнительные анализ технических средств, потенциально возможных для использования в проектируемом технологическом процессе. Для реализации предлагаемого технологического процесса в этой работе будем использовать высокопроизводительное оборудование с числовым программным управлением на лимитирующей технологической операции.
✅ Заключение
В ходе выполнения выпускной квалификационной работы по разработке технологии изготовления план-шайбы механизма зажима в годовом объеме выпуска 1000 деталей в год, исходя из служебного назначения детали, была показана возможность ее изготовления, которая доказана с помощью анализа технологичности. Выбран материал для заготовки, учитывая его физико-механические свойства, химический состав и возможность механической обработки. Определен материал. Проведена систематизация всех поверхностей детали и назначена стратегия их обработки. Проведен сравнительный экономический анализ для выбора наиболее оптимального метода получения заготовки. Проведен расчет припусков для заготовки. Выбраны средства технического оснащения в виде необходимого и подходящего оборудования; доступных и несложных приспособлений; режущего инструмента и средств контроля для получения требуемого качества, обработанных в результате их применения, поверхностей. Спроектированы операции. Назначены скорость резания и подачи. Режимы резания определены на основе табличных данных, учитывая тип материала и характеристики инструмента. Проведено нормирование после определения режимов резания. Спроектировано приспособление, которое обеспечило надежное закрепление при высокоскоростной обработке. Спроектирован режущий инструмент. Доказана экономическая эффективность предлагаемых изменений технологического процесса относительно базового. Выполнен анализ технологии на опасные и вредные производственные факторы. Предусмотрены мероприятия по защите труда для обеспечения заданных условий обработки. Предложены мероприятия для достижения безопасности и экологичности рассматриваемого технического объекта. Даны рекомендации для внедрения разработанного нового технологического процесса на реальном производстве.