Тема: Технология восстановления лопаток бетоносмесителя
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 6
1 Современное состояние восстановления лопаток смесителя бетона. . . . 8
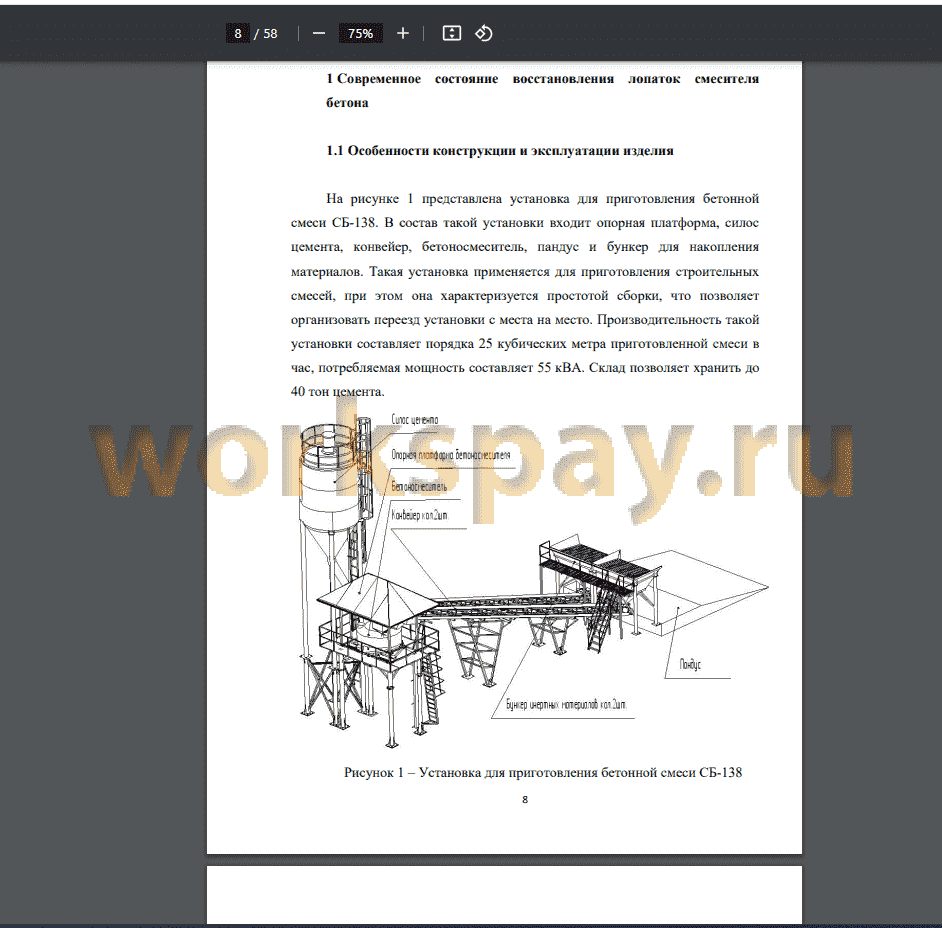
1.1 Особенности конструкции и эксплуатации изделия 8
1.2 Сведения о материале лопаток 11
1.3 Описание операция базового технологического процесса 13
1.4 Анализ источников научно-технической информации 16
1.5 Формулировка задач выпускной квалификационной работы 18
2 Построение проектной технологии восстановительной наплавки
лопаток смесителя 19
2.1 Обоснование выбора способа восстановительной наплавки 19
2.2 Повышение эффективности плазменной наплавки 24
2.3 Описание операций проектного технологического процесса 29
3 Обеспечение безопасности и экологичности предлагаемых
технических решений 32
3.1 Конструктивно-технологическая характеристика
рассматриваемого объекта 32
3.2 Идентификация профессиональных и производственных рисков. . 33
3.3 Методики и технические средства для устранения
профессиональных рисков 35
3.4 Пожарная безопасность рассматриваемого технологического
объекта 37
3.5 Вопросы обеспечения экологической безопасности 39
4 Экономическое обоснование предлагаемых в выпускной
квалификационной работе решений 40
4.1 Анализ исходной информации по базовой и проектной
технологиям 40
4.2 Оценка фонда времени работы оборудования 42
4.3 Оценка штучного времени при выполнении операций проектного
и базового вариантов технологии 43
4.4 Расчёт заводской себестоимости при осуществлении операций
технологического процесса по рассматриваемым вариантам 45
4.5 Капитальные затраты при реализации проектного и базового
вариантов технологии 49
4.6 Показатели экономической эффективности 51
Заключение 53
Список используемой литературы и используемых источников 55
📖 Введение
Одной из таких насущных проблем является глобальное потепление, которое, как показали современные западные ученые, происходит не только по причине выброса углекислого газа, метана и кишечных газов домашних животных, но и в результате работы машиностроительных и других отраслей. Одним из производств, оставляющих значительный углеродный след, является производство цемента [7], [12].
На первый план выходят вопросы построения ресурсосберегающих и энергосберегающих технологий, которые позволяют снизить негативную нагрузку человека на окружающую среду. Как показывает статистка [23], ежегодные потери металла из-за коррозии и абразивного износ в мировой промышленности составляет около 100 тысяч тонн. При замене изношенных деталей на новые требуется масса металла на порядок больше. Таким образом, для компенсации износа ежегодно приходится выплавлять и обрабатывать дополнительно до 1 миллиона тонн стали. Следует особо отметить, что такая колоссальная масса металла расходуется не на развитие промышленности и построение новых единиц техники и оборудования, а на поддержания старого оборудования в рабочем состоянии.
На основании этого следует сделать вывод о необходимости поиска и разработки технологий восстановления уже имеющихся в производстве изношенных деталей машин. При этом перспективными следует признать технологии восстановительной наплавки, которые стали основными потребителями наукоёмких технических решений [18], [19].
Внедрение технологии восстановления на современном производстве позволяет получить множественный положительный эффект. Во-первых, происходит существенная экономия металла и энергии, так как восстановление детали требует в 10...20 раз меньших затрат материалов и энергии, чем изготовление новой детали. Во-вторых, может быть существенно повышены эксплуатационные свойства деталей машин за счет применения новых перспективных наплавочных материалов. В-третьих, внедрение ремонтных технологий позволяет предприятию высвобождать экономические и трудовые ресурсы на дальнейшее развитие производства.
Широкое распространение при восстановлении деталей машин получила ручная дуговая наплавка, которая позволяет организовать технологический процесс восстановления детали в кратчайшие сроки с использованием уже имеющегося на предприятии оборудования.
Однако практический опыт ремонта деталей машин показывает необходимость применения других способов, которые призваны заменить ручную дуговую наплавку [5], [6], [11], [27].
Типовой деталью, подвергающейся в процесс эксплуатации интенсивному износу и требующему восстановления, является лопатка бетоносмесителя, которая выполняется из стали 65Г.
На основании вышеизложенного следует признать актуальность цели настоящей выпускной квалификационной работы - повышение
производительности и качества восстановления лопаток смесителя бетона.
Поставленную цель предполагается достигать за счёт обоснованного выбора способа восстановления, позволяющего повысить
производительность и качество работ, а также применения средств механизации и автоматизации. При этом основной упор следует делать на отечественные разработки, что позволит обеспечить независимость российской промышленности от иностранных технологий и оборудования [14], [20].
✅ Заключение
При анализе свойств стали 65Г, из которой выполнены лопатки смесителя, сформулированы трудности при восстановительной сварке и наплавке - образование холодных и горячих трещин, разупрочнение металла.
При анализе операций базового технологического процесса с применением ручной дуговой наплавки сформулированы недостатки:
• вредность условий труда сварщика, которому приходится работать в атмосфере сварочного аэрозоля и излучения от дуги;
• увеличение расхода наплавочных материалов из-за затрат на огарки, кроме того, необходимость прерывания горения дуги при смене электрода приводит к снижении производительности и качества.
На сновании анализа исходных данных и известных решений для восстановления рассматриваемой детали принято решение использовать плазменную наплавку.
Первой операцией проектного технологического процесса является дробеструйная очистка. Для выполнения этой операции применяется дробеметная камера и дробемёт. Второй операцией проектного технологического процесса является предварительный подогрев. Для выполнения этой операции применяется электрическая печь. Третьей операцией проектного технологического процесса является наплавка. Для её выполнения применяется установка плазменной наплавки. Четвертой операцией проектного технологического процесса является высокий отпуск. Для её выполнения применяется электрическая печь. Пятой операцией проектного технологического процесса является контроль качества. Для её выполнения применяется набор визуально-измерительного контроля и твердомер. Шестой операцией проектного технологического процесса является закалка. Для её выполнения применяется электрическая печь и твердомер.
При анализе опасных и вредных производственных факторов, которые сопровождают выполнение операций проектного технологического процесса, идентифицированы негативные производственные факторы, предложены технические средства и организационные мероприятия по защите от них.
Выполнена оценка проектной технологии на предмет обеспечения экологической безопасности. Предложены организационные мероприятия по защите окружающей среды от возникающих при реализации проектной технологии негативных антропогенных факторов.
Проведенные экономические расчёты позволяют судить о высокой эффективности предлагаемых в настоящей выпускной квалификационной работе решениях. Производительность труда повышается на 270 %. Уменьшение технологической себестоимости составило 59 %. При этом за счёт повышения производительности труда и снижения издержек удалось получить годовой экономический эффект в размере 2,3 млн. рублей. Средства, затраченные на внедрение предлагаемых в настоящей выпускной квалификационной работе решений, будут окуплены за 0,3 года.
Таким образом, внедрение предлагаемых в настоящей выпускной квалификационной работе решений в производство позволяет получить доказанный расчётным путём экономический эффект. Доказана экономическая и технологическая эффективность предлагаемых в настоящей выпускной квалификационной работе решений.
На основании вышеизложенного следует считать поставленную цель выпускной квалификационной работы достигнутой.
Результаты настоящей выпускной квалификационной работы рекомендуются к внедрению на предприятиях, которые выполняют восстановление изношенных деталей машин.
📕 Список литературы
🖼 Скриншоты