Тема: Исследование технологии ремонта задвижек на нефтепроводах
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1 Состояние вопроса – Исследование технологии ремонта шиберных задвижек на нефтепроводах 5
1.1 Описание изделия и условий его эксплуатации 5
1.2 Обслуживание и ремонт шиберной задвижки 17
1.3 Анализ свойств материала изделия 21
1.4 Базовый вариант ремонтной наплавки 30
1.5 Анализ возможных способов ремонтной наплавки 33
2 Методика проведения исследования по ремонтной наплавке 42
2.1 Подготовка оборудования, материалов и рабочего места 42
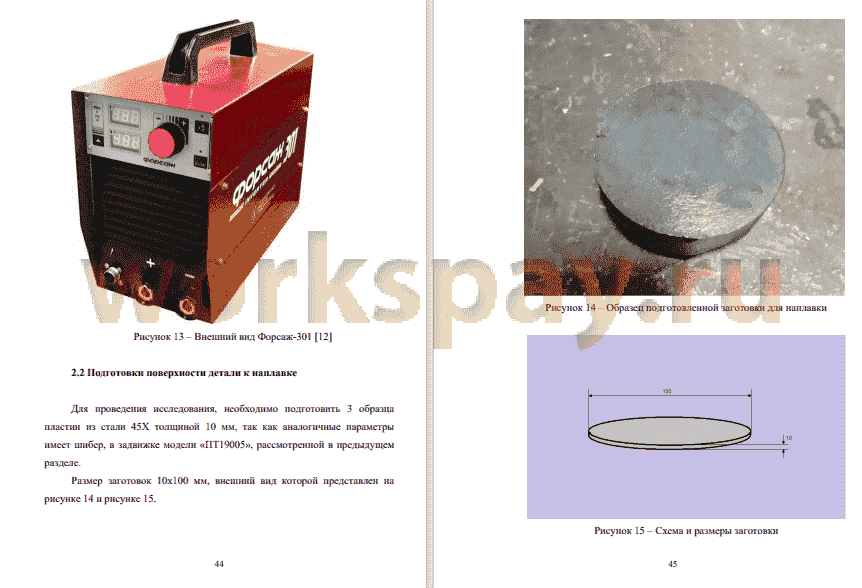
2.2 Подготовки поверхности детали к наплавке 44
2.3 Подготовки материалов к наплавке 46
2.4 Сборка и закрепление и подготовка детали 48
2.5 Процесс наплавки 48
2.6 Контроль качества и исследование характеристик наплавленной детали 50
3 Проведение исследования по наплавке 52
3.1 Подготовка к проведению исследования 52
3.2 Проведение процесса наплавки 57
3.3 Контроль качества и исследование наплавленных деталей 58
3.4 Анализ полученных результатов испытаний 64
Заключение 69
Список используемых источников 71
📖 Введение
В связи с указанными высокими требованиями к надёжности и долговечности работы запорной арматуры на нефтепроводах, высока актуальность данной темы исследования. Задачи, которые следует выполнить, это провести ряд испытаний по ремонтной наплавке материала, который используется в задвижке, провести в лаборатории исследования наплавленного слоя методами разрушающего и неразрушающего контроля, провести анализ результатов лабораторного контроля и проведения эксперимента в целом, и на основе анализа сделать вывод о наиболее целесообразном способе ремонта. Поэтому целью исследования в данной работе будет являться выбор наиболее подходящего варианта ремонтной наплавки шибера задвижки, и соответственно выбор наиболее качественного материала для наплавки.
✅ Заключение
Решены задачи исследования, а именно:
- на основе выбранного метода ремонтной наплавки, проведены испытания по нанесению наплавленного слоя на базовый материал;
- проведены лабораторные испытания наплавленных образцов, а именно неразрушающий и разрушающий контроль качества;
- проведён анализ полученных результатов эксперимента на основе данных лабораторных исследований наплавленных образов;
- подведены итоги проведённого анализа и сделан вывод о результатах в целом и наиболее подходящем материале для наплавки.
Достигнута цель исследования, а именно определён выбор способа ремонтной наплавки, и выбор материала для её проведения.
Подводя итоги данного исследования, ремонтная наплавка снова показала высокую степень возможности не только восстановления геометрических размеров детали, но и повышение механических свойств, что
напрямую влияет на длительность службы узла какого либо агрегата. Так высокая ответственность узла - шибера в запорной арматуре на нефтепроводах, вынуждает использовать только надёжный метод ремонта. А в условиях необходимости максимально быстрого восстановления работоспособности, и доступность для проведения данного метода ремонта. Результаты ремонтной наплавки показали повышение характеристик и механических свойств по всем исследованным показателям, и в некоторых элементах более чем на 100%. В целом, можно сделать заключение о высокой целесообразности ремонтной наплавки шибера задвижки, как более прогрессивными методами, при условии их доступности без потерь временных и экономических ресурсов, так и ручной дуговой наплавкой, как наиболее экономичной и доступной, с корректно подобранными материалами для наплавки.
📕 Список литературы
🖼 Скриншоты