Аннотация 2
Введение 6
1 Анализ исходных данных 7
1.1 Назначение и условия работы детали 7
1.2 Классификация поверхностей и анализ материала изделия 7
2 Разработка технологической части работы 9
2.1 Определение типа производства 9
2.2 Выбор метода получения заготовки 9
2.3 Выбор методов обработки поверхностей 11
2.4 Определение припусков 14
2.5 Расчет режимов резания 17
3 Проектирование специальных средств технологического оснащения 26
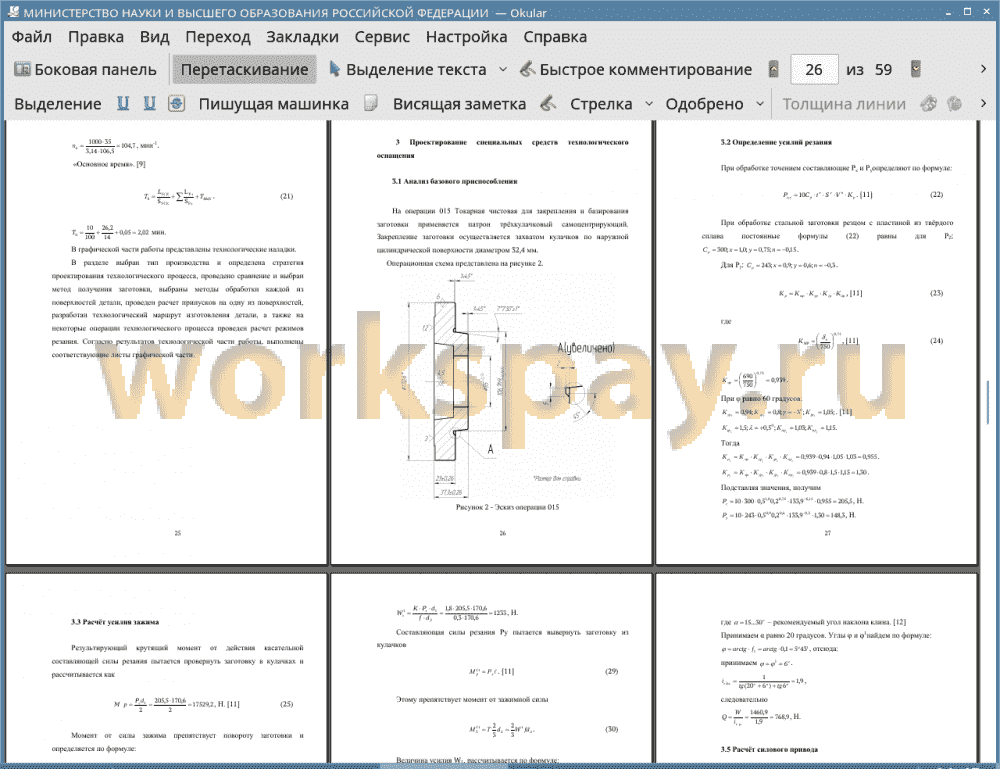
3.1 Анализ базового приспособления 26
3.2 Определение усилий резания 27
3.3 Расчёт усилия зажима 28
3.4 Расчёт зажимного механизма клинового патрона 29
3.5 Расчёт силового привода 30
4 Проектирование режущего инструмента 31
4.1 Описание операции 31
4.2 Проектирование метчика 32
4.3 Патентные исследования 34
5 Безопасность и экологичность технического объекта 39
5.1 Конструктивно-технологическая и организационно-техническая характеристика рассматриваемого технического объекта 39
5.2 Идентификация профессиональных рисков 40
5.3 Методы и средства снижения профессиональных рисков 41
5.4 Обеспечение пожарной безопасности технического объекта 42
5.5 Обеспечение экологической безопасности технического объекта 44
6 Экономическая эффективность работы 46
Заключение 50
Список используемых источников 51
Приложение А. Операционные карты 54
Продуктивность машиностроительных производств, главным образом, зависит от производительности оборудования. Одним из главных составляющих машиностроительного оборудования являются металлорежущие станки. Одной из самых обширных групп металлорежущих станков является токарная группа. В Тольяттинском государственном университете имеется целый комплекс токарных станков, на которых ведутся работы по выполнению заданий преподавателей, а также на этих станках изготавливаются детали для строительства и модернизации оборудования центра «Формула Станок».
В состав штучного времени обработки заготовок на станках входит вспомогательное время. Частью вспомогательного времени является продолжительность установки и снятия заготовки на станке, а оно зависит от станочного приспособления.
Очень удобным приспособлением токарного станка являются цанговые патроны. Установка и снятия заготовок на них занимает небольшое время. Такая оснастка является быстросъемной.
Для установки цангового патрона на токарных станок применяется фланец. Фланец выполняет функцию крепления цангового патрона к шпинделю токарного станка. Также фланец защищает механизмы токарного станка от попадания грязи.
От качества изготовления фланца зависит точность базирования патрона на металлорежущем станке, а это влияет на точность обработки деталей на этом оборудовании.
Целью выпускной квалификационной работы является разработка технологического процесса изготовления фланца промежуточного токарного станка центра «Формула Станок» заданного качества с минимальной себестоимостью.
В результате выполнения выпускной квалификационной работы нами спроектирован технологический процесс изготовления фланца промежуточного токарного станка центра «Формула Станок».
В начале работы проанализированы условия работы детали, выполнена классификация поверхностей, где определены исполнительные поверхности, основные и вспомогательные конструкторские базы. Также выполнен анализ материала, из которого изготовлена деталь. В ходе работы методом экономического сравнения выбран штамповочный способ получения заготовки. Исходя из годовой программы производства деталей и массы, выбран среднесерийный тип производства. Исходя из необходимого качества обработки, выбраны методы обработки поверхностей детали. На одну из поверхностей детали выполнен расчет припусков расчетно-аналитическим методом. Основываясь на методах обработки, разработан технологический маршрут изготовления детали. Техпроцесс оснащен современными технологическими средствами.
Для закрепления заготовки на токарном станке разработана конструкция автоматизированного патрона. Внедрение этого приспособления дает сокращение вспомогательного времени операции, затрачиваемого на установку и снятие заготовки.
Для сверлильной операции разработана конструкция метчика. Измененная конструкция позволяет повысить стойкость метчика в 1,5 раза, улучшить качество и точность нарезаемой резьбы за счет модернизации микрогеометрических параметров. Данные действия снизят временные затраты на сверлильной операции, связанные с заменой инструмента.
В работе выполнен анализ безопасности и проведена экспертиза экологии. Экономический расчет предложенных изменений показал положительный эффект.