Тема: Аналитическое исследование состава и свойств неметаллических наплывов на швах при дуговой сварке сталей
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Глава 1. Состав и особенности возникновения наплывов на поверхности шва 5
1.1 Общие сведения 5
1.2 Особенности получения высокопрочных сталей и способы повышения их пластичности 7
1.3. Сварка низколегированных высокопрочных сталей 10
2. Экспериментальное исследование поверхностных дефектов 13
2.1 Общая характеристика дефектов 13
2.2. Влияние способа сварки на появление наплывов 21
2.3 Влияние параметров процесса сборки и аргонодуговой сварки на образование дефектов типа пленообразный наплыв 26
2.3.1 Подготовка поверхности 26
2.3.2 Зазоры и смещения в стыке 27
2.3.3 Ток сварки и длина дуги 27
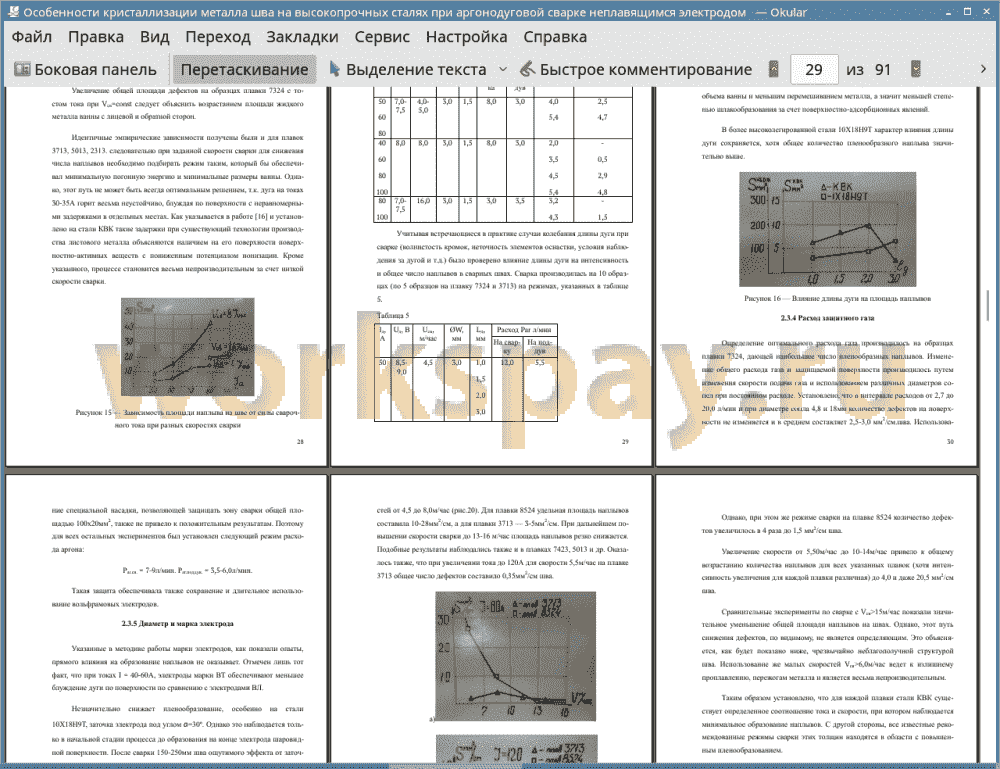
2.3.4 Расход защитного газа 30
2.3.5 Диаметр и марка электрода 31
2.3.6 Способ сварки 31
3. Особенности процесса сварки, определяемые химической неоднородностью поверхности сварного шва 34
3.1 Спектральный анализ 34
3.2 Стабильность процесса горения дуги и величина проплавления 37
3.3 Объем сварочной ванны 44
3.4 Механизм образования пленообразного наплыва 47
4. Металлографические исследования 50
Глава 2 Структура и свойства сварных соединений 53
2. Состав сварного шва в месте расположения пленообразного наплыва 61
2.1 Пленообразный наплыв 61
3. Промежуточный слой между шлаком и поверхностным слоем металла шва 64
4. Структура и свойства металла шва под наплывом 69
5. Влияние скорости сварки на место появления наплыва 75
6. Физическая модель перемещения активного пятна на детали при относительном движении электрода и детали 78
6.1 Упрощающие допущения и физические условия, определяющие поведение анодного пятна на детали 80
6.2 Метод расчета величины отставания анодного пятна 82
6.3 Влияние скорости движения электрода V и мощности вводимой в деталь на характер перемещения активного пятна и величину его отставания 84
Заключение 86
Библиографический список 88
📖 Введение
Из исследований советских ученых известно, что процессы взаимодействия металла со шлаком и газами, кристаллизация металла во многом зависит от протекающих на поверхности раздела контактирующих фаз (металл - шлак, металл - газ, расплавленный металл - кристалл) [1, 18].
В свою очередь, хотя многие авторы и говорят о важной роли поверхностных явлений в сварочных процессах, до настоящего времени уделяются недостаточно внимания их изучению и не всегда учитывают влияние этих явлений на характер протекания тех или иных процессов при сварке. К таким явлениям можно отнести образование пленнобразных наплывов на поверхности малоуглеродистых среднелегированных высокопрочных сталях при аргонодуговой сварке, которые изучались в работах [3, 4, 31].
Такие наплывы вполне можно отнести к дефектам, т.к. при их образование сварной шов становится неравномерным, присутствуют сужения или расширения ширины шва в местах образования наплывов, что показано в работе [3].
Известно также, что неравномерная ширина шва и неравномерная поверхность шва являются дефектами, следовательно, это подтверждает, что пленообразные наплывы являются дефектами [5].
Поэтому целью данной работы является повышение качества сварных соединений при дуговой сварке стали путем выявления направлений исследование причин влияния наплыва на свойства шва и разработки методов управлением образования наплывов.
✅ Заключение
2. форма линии сплавления металла шва с основным металлом изучена не достаточно, слабо изучена связь уменьшения ширины шва в зоне наплыва с механическими свойствами соединения;
3. доказано, что наплывы могут возникать при всех способах дуговой сварки. При сварке в вакууме молибденовым катодом обнаружены периодически возникающие яркие точечные вспышки. Объяснения этому явлению не найдены;
4. доказано, что наплывы состоят из смеси оксидов легирующих компонентов стали, что объясняет их повышенную твердость и влияние их на сварочную дугу, вызывающее отставание анодного пятна дуги от оси электрода;
5. отставание анодного пятна дуги от оси электрода, его периодическая задержка на поверхности наплыва существенно влияют на температурное поле в зоне сварки. Методика математического моделирования температурного поля при образовании наплыва разработана, однако, систематического исследования его влияния на свойства соединения не проводилось;
6. нельзя считать достоверными известные результаты исследований влияния технологических параметров режима сварки на процесс образования наплывов.
Рекомендации
1. Исследования процесса образования наплывов необходимо продолжить в направлении разработки способов уменьшения и равномерного распределения наплывов по поверхности сварного шва или полного предупреждения их образования;
2. перспективными направлениями следует считать исследования возможностей обеспечения равномерного квазистационарного поля в зоне сварки и влияния параметров режима сварки на процесс образования наплывов.
📕 Список литературы
🖼 Скриншоты