Тема: Технологический процесс изготовления план-шайбы поворотного механизма
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 5
1 Анализ объекта проектирования 7
1.1 Анализ технологичности объекта проектирования 7
1.2 Формулировка задач работы 10
2 Технология изготовления детали 12
2.1 Расчет заготовки, выбор методов и средств оснащения 12
2.2 Расчет технологической операции 20
3 Расчет и проектирование средств оснащения 25
3.1 Проектирование основного приспособления 25
3.2 Проектирование вспомогательного приспособления 29
4 Безопасность и экологичность технического объекта 33
4.1 Конструктивно-технологическая и организационно-техническая
характеристики рассматриваемого технического объекта 33
4.2 Идентификация профессиональных рисков 34
4.3 Методы и средства снижения профессиональных рисков 35
4.4 Обеспечение пожарной безопасности технического объекта 37
4.5 Обеспечение экологической безопасности технического объекта... 39
5 Экономическая эффективность работы 41
Заключение 46
Список используемых источников 47
Приложение А. Технологическая документация 50
📖 Введение
Освоение новой продукции, внедрение нового оборудования, технологических приемов, напрямую связано с технической подготовкой производства.
Для автоматизации производства особое значение имеет внедрение в ход технологического процесса станков с ЧПУ [25]. При внедрении наряду с увеличением производительности стали проявляться проблемы с привязкой и настройкой инструмента, которые, несмотря на увеличение скорости обработки и повышение качества изготовления, выливались в серьёзные потери времени при предварительной настройке оборудования перед работой. Разработчики станочного оборудования не оставили без внимания эту проблему [22]. Решить эту задачу на необходимом уровне позволило появление в конце девяностых годов двадцатого века электронно¬вычислительных машин с встроенными базами данных инструмента, используемого в производстве и интеграцию их в процесс предварительной размерной настройки инструмента, модернизировав при этом и приборы измерения, дополнив их функционал возможностью получения, обмена и хранения данных о инструменте и возможности передачи их непосредственно на станок в управляющий блок ЧПУ.
В результате анализа базового технологического процесса был обнаружен ряд отклонений не только в заполнении конструкторской документации, но и в рациональности использования метода получения заготовки, средств технологического оснащения, выбора комплекта технологических баз, последовательности обработки ответственных поверхностей и так далее.
Основным недостатком базового технологического процесса является использование заготовки, полученной методом литья в кокиль, что влечет за собой высокую стоимость материала, так как деталь выпускается средними сериями [24]. В качестве аналога предложена заготовка, получаемая способом литья в землю. Это позволило бы уменьшить стоимость производства. Так же недостатком является отсутствие станков с ЧПУ, введение которых позволило бы обработать наружные поверхности детали за три установки, что сократило бы время обработки на механических операциях, а также повысило бы точность детали. Базирование заготовки в заводском технологическом процессе частично отвечает основным принципам технологии машиностроения.
Для повышения технологичности конструкции детали предлагается унифицировать ряд ее конструктивных элементов и исключить тем самым применение специальных инструментов [23]. Целесообразно применять стандартные режущие инструменты, параметры которых позволяют получить необходимую поверхность. Поэтому рекомендуется упорядочить операции механической обработки в зависимости от применяемого оборудования и функциональных назначений поверхностей детали. Конструкторский контроль, анализ технических требований анализ технологичности позволил более точно изучить конструкцию изделия, назначение поверхностей, конструктивных элементов.
✅ Заключение
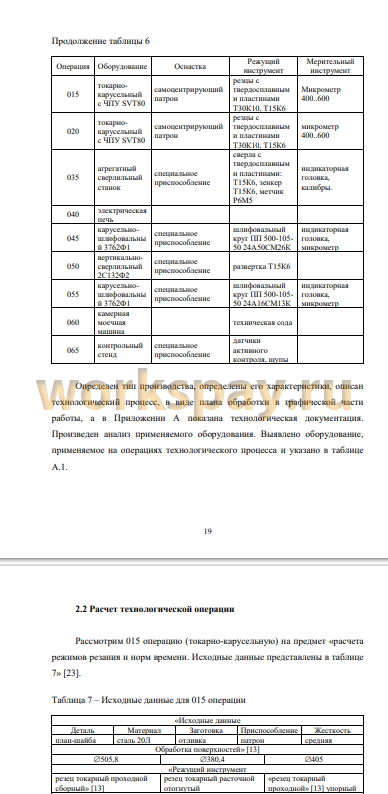
Определен тип производства, определены его характеристики, описан технологический процесс, в виде плана обработки в графической части работы. Произведен анализ применяемого оборудования. Выявлено оборудование, применяемое на операциях технологического процесса. Проведен анализ оборудования на предмет его соответствия типу производства. Произведен анализ применяемых приспособлений. Выявлены станочные приспособления, применяемые на операциях технологического процесса. Проведен анализ приспособлений на предмет их соответствия типу производства. Выявлены приспособления, не обеспечивающие требуемые характеристики качества обработки и производительность. Произведен анализ применяемого режущего инструмента. Произведен анализ режимов резания. Показаны режимы резания и нормы времени на лимитирующей операции 015 токарно-карусельной. Произведен анализ контрольных операций. Сделаны выводы и предложения по усовершенствованию технологического процесса. Разработаны мероприятия по обеспечению безопасности и экологичности технического объекта исследования. Показана экономическая эффективность.
Таким образом все предложения по совершенствованию базового технологического процесса изготовления детали были подтверждены соответствующими аналитическими расчетами с использованием необходимых справочных данных. Разработан новый технологический процесс изготовления детали. Разработан соответствующий единой системе конструкторской документации пакет технических и технологических документов, который представлен в виде Приложения А к пояснительной записке и графической части работы.
📕 Список литературы
🖼 Скриншоты