Тема: МОДЕЛИРОВАНИЕ ПРОЦЕССА ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ НА ЛАБОРАТОРНОМ СТАНЕ ДУО180
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
ВВЕДЕНИЕ 4
1. ЛИТЕРАТУРНЫЙ ОБЗОР МЕТОДИК РАСЧЕТА ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ СОРТОВОЙ ПРОКАТКИ 5
2. АНАЛИЗ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА, ОБОРУДОВАНИЯ И
ОСНАСТКИ ЛАБОРАТОРНОГО СТАНА ДУО 180 10
3. ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ПО ОПРЕДЕЛЕНИЮ
ЗАВИСИМОСТИ УШИРЕНИЯ ОТ ОБЖАТИЯ 16
3.1. Проведение эксперимента 16
3.2. Анализ экспериментальных данных 19
4. СОЗДАНИЕ МАТЕМАТИЧЕСКОЙ МОДЕЛИ РАСЧЕТА
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ПРОЦЕССА 23
4.1. Расчет калибровки валков 23
4.2. Расчет формоизменения полосы в первом проходе 24
4.3. Расчет формоизменения и размеров полосы во втором проходе 27
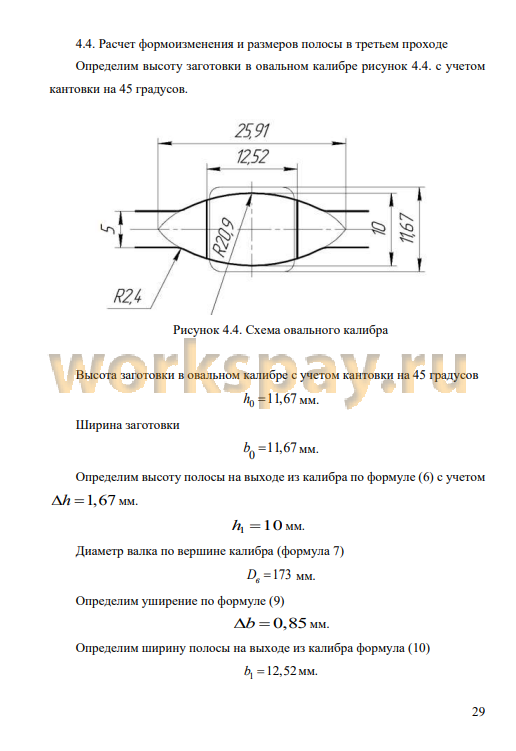
4.4. Расчет формоизменения и размеров полосы в третьем проходе 29
4.5. Расчет формоизменения и размеров полосы в четвертом проходе 31
4.6. Результаты расчета 33
5. ПРОВЕРКА МОДЕЛИ СОРТОВОЙ ПРОКАТКИ В QFORM 34
ЗАКЛЮЧЕНИЕ 41
БИБЛИОГРАФИЧЕСКИЙ СПИСОК 42
📖 Аннотация
📖 Введение
Разработка технологического процесса, требует больших временных затрат, а также опытных работ при внедрении процесса в производство. Промышленные эксперименты влекут за собой финансовые затраты, для минимизирования затрат и оптимизации технологии, лучшим решением является моделирование процесса с помощью специализированных программных комплексов, таких как QForm.
Моделирование процесса сортовой прокатки позволяет сократить сроки разработки технологических процессов, проверить калибровку, поведение металла в калибрах, а также детально исследовать процесс.
Целью работы является создание математической модели процесса прокатки сортовых профилей на лабораторном стане ДУО 180.
✅ Заключение
Одним из технологических параметров сортовой прокатки влияющим на геометрию получаемого профиля является уширение. Проведены эксперименты по исследованию влияния обжатия и уширения на поведение металла в калибрах при прокатке.
Результаты эксперимента обработаны с помощью регрессионного анализа, а также проведено сравнение экспериментального уширения с результатами расчета по классическим формулам: Бахтинова, Чекмарева.
Создана математическая модель процесса сортовой прокатки на основании полученных экспериментальных данных. Расчеты уширения полосы произведены по формуле Бахтинова.
По результатам моделирования выбрали наиболее предпочтительную схему прокатки, в качестве заготовки выбран свинец с квадратным сечение 14 мм, готовым профилем является круг с диаметром 11 мм.
Полученные режимы прокатки проверили с помощью компьютерного моделирования в QForm. Программный пакет QForm позволяет детально рассмотреть формоизменение металла и проверить калибровку без использования физического эксперимента. В результате компьютерного моделирования получили требуемый круглый профиль.
Провели физический эксперимент с полученными режимами прокатки на стане ДУО 180. Профиль, полученный после прокатки, соответствует математической модели и компьютерному моделированию, но имеет погрешность менее одного процента, из-за округлений в расчетах, износа оборудования и т.д.
Удалось выстроить конечный процесс, позволяющий с помощью моделирования добиться поставленных задач.
📕 Список литературы
🖼 Скриншоты