Тема: Особенности прокатного производства и вспомогательных операций на примере прокатки стали марки Ст3
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
ВВЕДЕНИЕ 4
1 ТЕОРЕТИЧЕСКАЯ ЧАСТЬ 6
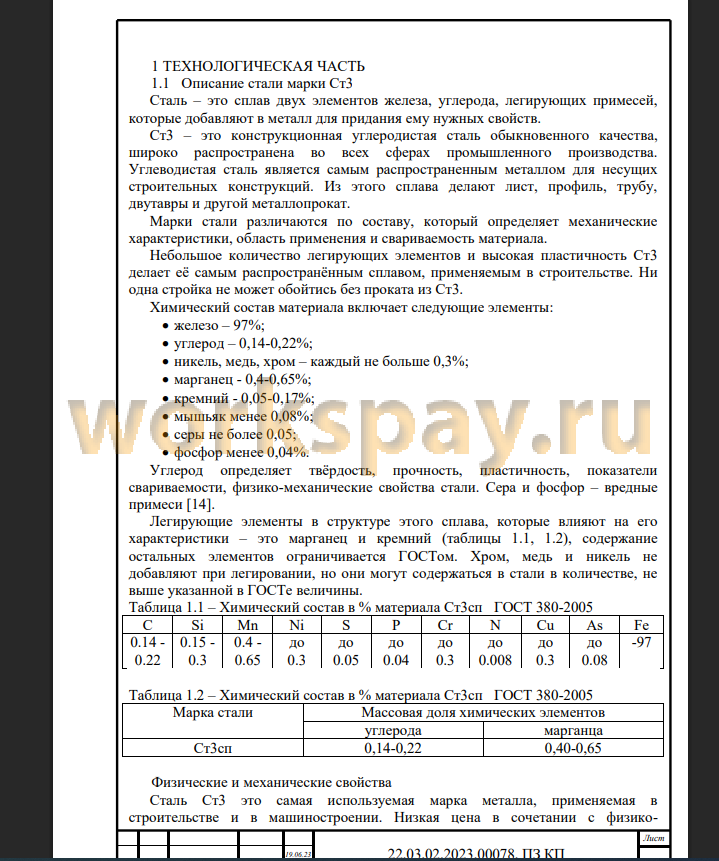
1.1 Описание стали марка стали Ст3 6
1.2 Назначение стали марка стали Ст3 7
1.3 Технологическая схема производства марка стали Ст3 9
1.4 Выбор оборудования для прокатки 12
1.4.1 Характеристика и состав оборудования стана 12
1.4.2 Нагревательные печи 13
1.4.3 Прокатная клеть 14
1.4.4 Конструкция и размеры валков рабочей клети 15
1.4.5 Душирующее устройство 16
1.4.6 Правильная машина 17
1.4.7 Разметка листов 18
1.4.8 Порезка листов 18
1.4.9 Клеймение листов 19
1.5 Влияние обжатия и диаметра валков на уширение при прокатке 20
1.6 Контроль качества продукции 25
2 РАСЧЕТНАЯ ЧАСТЬ 28
2.1 Расчет размеров заготовки 28
2.2 Расчет режимов обжатий 29
3 ВОЗМОЖНЫЕ ДЕФЕКТЫ КОНЕЧНОГО ПРОДУКТА ПРОИЗВОДСТВА 38
3.1 Общие сведения о дефектах конечного продукта производства 38
3.2 Расчет энергосиловых параметров прокатки 38
3.3 Механические повреждения 39
4 ЗАРУБЕЖНЫЙ ОПЫТ ПРОИЗВОДСТВА ПОДОБНОЙ
ПРОДУКЦИИ 42
5 ВОЗМОЖНЫЕ НАПРАВЛЕНИЯ МОДЕРНИЗАЦИИ ПРОИЗВОДСТВА... 45
6 ОХРАНА ТРУДА И ТЕХНИКИ БЕЗОПАСНОСТИ 47
6.1 Анализ опасных производственных факторов 47
6.2 Анализ вредных производственных факторов 48
6.3 Влияние параметров микроклимата производственного цеха на
самочувствие человека 49
ЗАКЛЮЧЕНИЕ 56
БИБЛИОГРАФИЧЕСКИЙ СПИСОК 58
📖 Аннотация
📖 Введение
Черная металлургия России отличается массовостью и высокой концентрацией производства, огромными масштабами использования сырья, топлива и вспомогательных материалов, тесным взаимодействием всех звеньев металлургического передела и его смежников, широкой утилизацией промышленных отходов.
В современных условиях возрастает важность задач и ответственность металлургической промышленности за обеспечение предприятий и организаций страны высококачественной металлопродукцией. В планах развития металлургической промышленности намечено строительство новых цехов и отделений прокатки листовой и сортовой стали, а также реконструкция ряда действующих прокатных станов с целью внедрения более эффективных способов производства. Прокатное производство представляет собой большой и сложный комплекс машин и агрегатов, обеспечивающих выполнение непрерывного технологического процесса, и успешная работа которых невозможна без квалифицированного персонала. Возрастающие требования к качеству листового и сортового проката вызывают необходимость подготовки специалистов, способных решать задачи по разработке или выбору рациональной конструкции прокатных станов и определению оптимальных технологических режимов пластического формоизменения металла [2].
В связи с этим актуальным является вопрос анализа комплексного подхода к предварительным исследованиям, направленного на снижение затрат на промышленные эксперименты при разработке новых технологий производства горячего проката стали Ст3.
Объектом дипломной работы является: особенности прокатного производства и вспомогательных операций на примере прокатки стали марки Ст3 горячей прокатки
Для этого необходимо разработать технологию производства прокатки, заданной марки стали Ст3 от поступления сляба до выхода готовой продукции и определение влияния обжатия и диаметра валков на уширение при прокатке полосы.
Необходимо: провести анализ технологий горячей прокатки стали марки Ст3; проанализировать процесс работы на стане «2850» из слябов стали марки Ст3; определить влияние обжатия и диаметра валков на уширение при прокатке полосы.
Результаты работы имеют практическую значимость и могут применяться при определении влияния обжатия и диаметра валков на уширение при прокатке полосы стали марки Ст3.
В работе также рассмотрены вопросы по возможным дефектам конечного производства, зарубежному опыту производства подобной продукции, по возможным направлениям модернизации производства, охране труда и технике безопасности, в завершении курсового проекта представлены выводы, а также библиографический список.В работе также рассмотрены вопросы по дефектам конечного производства, зарубежный опыт производства металлургической продукции, по модернизации производства, охране труда и технике
безопасности, в завершении курсового проекта представлены выводы, а также библиографический список.
✅ Заключение
В связи с этим актуальным является вопрос анализа комплексного подхода к предварительным исследованиям, направленного на снижение затрат на промышленные эксперименты при разработке новых технологий производства горячего проката стали Ст3.
Была рассмотрена технология производства прокатки заданной марки стали Ст3 от поступления сляба до выхода готовой продукции и определение влияния обжатия и диаметра валков на уширение при прокатке полосы, где объектом исследования являлся листопрокатное производство горячей прокатки на стане «2850», технология горячего проката требуемого качества Ст3. Приведена характеристика стали Ст3, её химический состав. Материалом при производстве горячекатаных листов на стане «2850» являются слябы из стали марки Ст3. Прокатка листов из слябов более рациональна, так как при этом повышается качество листовой стали и снижаются отходы. Определено влияние обжатия и диаметра валков на уширение при прокатке полосы.
С увеличением абсолютного обжатия увеличивается величина смещенного по высоте объема металла и, следовательно, увеличивается вытяжка и уширение. С увеличением диаметра валков уширение увеличивается. Объясняется это тем, что при постоянном значении абсолютного обжатия с увеличением диаметра валков увеличивается длина дуги контакта. Увеличение числа проходов при одном и том же абсолютном обжатии приводит к уменьшению уширения. На уширение полосы оказывает влияние ее ширина, пока она невелика. С увеличением ширины полосы сопротивление перемещению металла в поперечном направлении возрастает, что приводит к уменьшению уширения. При достижении достаточно большой ширины сопротивление поперечному течению становится настолько большим, что уширение металла прекращается. Построили графики зависимости уширения от обжатия и диаметра валков.
Рассчитаны относительные обжатия полосы. Вычисляли длину захвата металла валками. Определяли величину уширения.
В работе также рассмотрены вопросы по дефектам конечного производства, зарубежному опыту производства данной продукции, по возможным направлениям модернизации производства, охране труда и технике безопасности . По результатам вычислений построены графики зависимости уширения от обжатия и диаметра валков.
В заключение хочется сказать, что при прохождении производственной практики особых трудностей не возникало. Был назначен в цех ЛИЦ 2 Стан «1400», резчиком холодного металла, освоил работу по специальности, сдал на 4 разряд. Работал официально правильщиком ЛИЦ 2 Стан «1400». Далее проходил службу в рядах вооруженных сил России.
С 1 февраля 2023 года работаю в ПАО «Агрегат» в литейном цехе в качестве плавильщика металла и сплавов 2 разряда. В данный момент приобрел навыки работы в цехе, освоил должностные обязанностями и работаю с профессионалами своего дела, применяю на работе инструкции по охране труда при выполнении работ, организацией производственных процессов в цехе, технологическими инструкциями по основным производственным процессам.
Думаю, что опыт, полученный, несомненно, пригодится мне в дальнейшем при построении своей профессиональной деятельности.
📕 Список литературы
🖼 Скриншоты