ВВЕДЕНИЕ 4
ОСНОВНАЯ ЧАСТЬ 5
1 Обзор литературы 5
1.1 ВЭСы на основе тугоплавких элементов 5
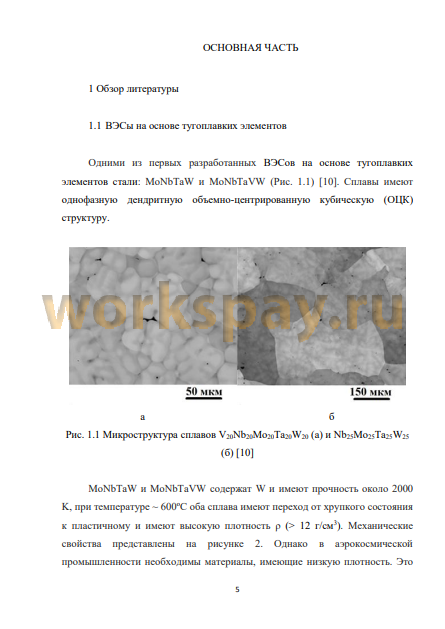
1.2 Механическое поведение ВЭСов при 400 - 1200 °С 21
1.3 Влияние холодной прокатки на структуру и свойства ВЭСов с ГЦК и
ОЦК структурой 25
1.4 Влияние деформацонно-термической обработки на микростуктуру и
механические свойства ВЭСов на основе тугоплавких элементов 31
1.5 Лазерная сварка ВЭСов 35
1.6 Моделирование ВЭСов с помощью CALPHAD 41
Постановка задачи исследования 45
2 Материалы и методики исследования 47
2.1 Материал исследования и способ изготовления образцов из исследуемого
сплава 47
2.2 Термодинамическое моделирование 47
2.3 Методика проведения прокатки 48
2.4 Методика проведения термической обработки 48
2.5 Пробоподготовка образцов к металлографическим исследованиям 49
2.6 Методика проведения лазерной сварки 50
2.7 Методика проведения измерений микротвердости 51
2.8 Проведение испытаний на одноосное сжатие 51
2.10 Растровая электронная микроскопия 52
2.11 Просвечивающая электронная микроскопия 53
2.12 Рентгеноструктурный анализ 54
2.13 Определение объёмной доли фаз 54
2.14 Определение среднего размера зерна/структурного элемента по методу
случайных секущих 55
3 Результаты и их обсуждение 56
3.1 Термодинамическое моделирование сплава TiNbCrV 56
3.2 Исследование структуры сплава TiNbCrV в литом, прокатанном (80%),
прокатанном и отожженном (при Т=1200°С в течение 1 часа) состоянии 56
3.4 Влияние отжига на микроструктуру прокатанного сплава 62
3.5 Исследование механических свойств сплава TiNbCrV в литом,
прокатанном (5-80%), прокатанном и отожженном (при Т=1200°С в течение 1 часа) состоянии 68
3.6 Изучение влияния лазерной сварки на микроструктуру и механические
свойства сплава TiNbCrV 74
3.7 Анализ экономической целесообразности проведения работ 81
ВЫВОДЫ 84
Список литературы 86
Высокоэнтропийными сплавами (ВЭС) принято считать сплавы, состаящие из 4 и более компонентов, взятых в приблизительно равных (эквиатомных) концентрациях. Уже установлено [1-9], что использование неравновесных пропорций элементов, может быть полезно для получения ВЭСов с улучшенными свойствами, превосходящими эквиатомные аналоги. Это обуславливает отсутствие необходимости придерживаться строго эквиатомных пропорций легирующих компонентов в сплавах, и, следовательно, имеет большие перспективы для создания новых композиций. Одним из наиболее привлекательных направлений развития ВЭСов стало создание сплавов для высокотемпературных применений. Эти сплавы состоят из нескольких тугоплавких элементов, взятых в высоких концентрациях с возможным присутствием других нетугоплавких элементов. Такие сплавы часто демонстрируют высокую прочность при повышенных температурах, что делает их перспективными для высокотемпературных применений. Данные сплавы, как правило, имеют структуры, основанные на твердом растворе с ОЦК решеткой, с возможным присутствием других фаз, включая В2, Лавеса и / или другие фазы. Однако для разработки ВЭСов на основе тугоплавких элементов со сбалансированным комплексом свойств требуются дополнительные исследования. Например, большинство сплавов с высокой прочностью при повышенных температурах имеют низкую пластичность.
Наиболее привлекательной с точки зрения удельных характеристик является система сплавов Al-Cr-Nb-Ti-V-Zr. В данной работе был исследован неэквиатомный сплав, базирующийся на данной системе, а именно TiNbCrV; проанализированы его структура и механические свойства после деформационной и термической обработки, а также лазерной сварки.
В настоящей работе были исследованы структура и свойства сплава TiNbCrV ■
На основе полученных данных могут быть сделаны следующие выводы:
1. Сплав в литом состоянии имеет однофазную дендритную ОЦК структуру. В ходе одноосного сжатия при комнатной температуре сплав показывает предел текучести 1000 МПа и высокую пластичность (>50%).
2. В литом состоянии сплав может быть прокатан. При этом деформация при прокатке проходит неравномерно. До 10% прокатки значительных изменений в микроструктуре сплава не наблюдается. С ростом степени деформации до 40% увеличивается количество зерен, вовлеченных в пластическую деформацию. После прокатки на 60-80% образовалась микроструктура фрагментированная микрополосами сдвига, вытянутая вдоль направления прокатки.
3. При отжиге прокатанного на 80% сплава при температурах 800°С и 1000°С выделяются частицы фазы Лавеса С15 (ГЦК). С увеличением температуры и продолжительности отжига увеличивается объемная доля частиц фазы Лавеса С15. После отжига при 1200°С сплав имеет крупнозернистую однофазную ОЦК структуру.
4. Прокатка приводит к нелинейному изменению микротвердости. До 10% прокатки микротвердость практически не изменяется, тогда как после 20% прокатки наблюдается резкий рост. Дальнейшее увеличение степени деформации слабо влияет на микротвердость. Отжиг после прокатки приводит к уменьшению микротвердости сплава, при этом продолжительность отжига оказывает довольно слабое влияние на микротвердость.
5. По результатам испытаний на растяжение установлено, что сплав в литом состоянии разрушается в упругой области при напряжении 287 МПа.
В прокатанном состоянии предел текучести равен 870 МПа, сплав разрушился при напряжении 1785 МПа. После отжига при Т = 1200°С в течение 1 часа прокатанный образец разрушился в упругой области при напряжении 770 МПа...