Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
ℹ️Настоящий учебно-методический информационный материал размещён в ознакомительных и исследовательских целях и представляет собой пример учебного исследования. Не является готовым научным трудом и требует самостоятельной переработки.
Реферат 2
ВВЕДЕНИЕ 6
1 Общее описание 7
1.1 Общие сведения об производстве 7
1.2 Описание технологического процесса 8
1.3 Печатная машина на производстве 10
2 Описание электрического оборудования 11
2.1 Описание и технические характеристики червячного мотор-редуктора ... 11
2.1.1 Расчет максимальной массы переносимого предмета 13
2.2 Коммутационное оборудование 14
2.2.1 Промежуточные реле KIPPRIBOR серии SR 14
2.2.2 Промежуточные реле KIPPRIBOR серии MR 16
2.2.3 Выключатель концевой (конечный) серии AZ-7141 18
2.3 Ультразвуковой датчик 19
2.4 Дополнительное оборудование 23
2.4.1 Блок питания 23
2.4.2 ШИМ-регулятор 24
3 Разработка схем подключения и компоновочных чертежей системы
выравнивания 27
3.1 Принципиальная электрическая схема 27
3.2 Схема компоновки электрического шкафа 31
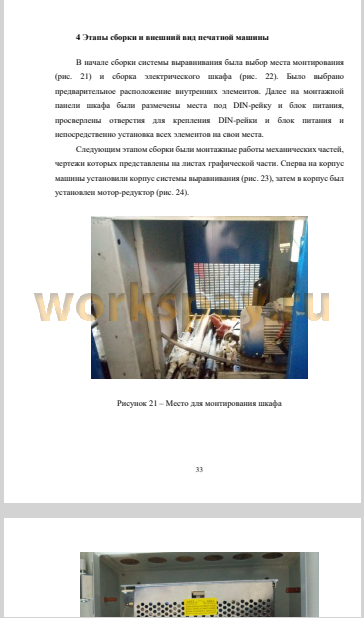
4 Этапы сборки и внешний вид печатной машины 33
ЗАКЛЮЧЕНИЕ 38
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 39
📖 Введение
Процесс производства рулонных материалов (бумага, пленка, ткань и др.), а также процесс печати на рулонных материалах состоит ряда технологических операций, таких как размотка, обработка (печать) и намотку. В процессе такого производства особую роль выполняет система выравнивания полотна, которая отслеживает положение материала и выполняет его корректировку в режиме реального времени без какого-либо вмешательства человека, повышая качество и эффективность производства. [1]
Целью работы является автоматизация процесса выравнивания полотна печатающей машины для повышения качества печати и надежности работы оборудования. Для выполнения поставленной цели требовалось решить следующие задачи:
1) разработать систему автоматизации технологического процесса выравнивания полотна;
2) выбрать оборудование для реализации разработанной системы управления;
3) провести монтаж оборудования и наладку системы равнения полотна.
✅ Заключение
Разработанная система автоматизации выравнивания полотна использует в своем составе ультразвуковой датчик сканирования по стороне/линии, червячный мотор-редуктор, преобразователь с широтно-импульсной модуляцией выходного напряжения для регулирования скорости и направления вращения двигателя и направляющий механизм. Датчик содержит две пары источников и приемников излучения, расположенных напротив друг друга по разные стороны от плоскости полотна. Луч в первой паре полотном не перекрывается и служит для определения максимального количества энергии, передаваемой от источника к приемнику при данной температуре и влажности. Луч во второй паре частично перекрывается краем полотна. Определение положения края полотна производится на основе сопоставления информации от обеих пар. Для исключения помех, вызванных отраженным от полотна излучением, детекторы нового поколения работают в импульсном режиме [1].
Датчик считывает положение края полотна, находит величину отклонения между фактическим положением и заданным положением и посылает сигнал на систему управления привода. Согласно этому сигналу, электропривод по направляющему механизму перемещает материал в требуемое положение.
Благодаря использованию современного оборудования, система равнения края полотна характеризуется быстрой реакцией на возникающие отклонения, высокой точностью и помехозащищенностью, длительным сроком службы и другими преимуществами [2]...