ВВЕДЕНИЕ 6
1. Общие сведения о ленточных конвейерах 7
1.1 Назначение, устройство конвейера 9
1.2 Техническая характеристика конвейера 14
2. Оценка критичности 16
2.1 Оценка уровня вероятности возникновения отказа 16
2.2 Оценка влияния ПА на охрану труда и промышленную безопасность 17
2.3 Оценка влияния на экологическую безопасность 18
2.4 Воздействия связанные с потерей (замена оборудования) 20
2.5 Воздействия связанные с производственными потерями 20
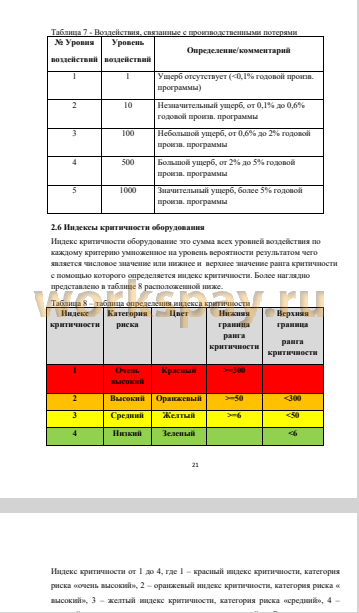
2.6 Индексы критичности оборудования 21
2.7 Оценка уровня вероятности возникновения отказа ленточного конвейера
WKF1200/280 22
2.8 Оценка влияния конвейера на охрану труда и промышленную
безопасность 26
2.9 Оценка влияния потерь по производственной программе вследствие
поломки конвейера 26
2.10 Оценка влияния конвейера на экологическую безопасность 26
2.11 Оценка воздействия связанная с потерей (заменой) конвейера
WKF1200/280 27
2.12 Расчет индекса критичности и выбор стратегии ТОиР 27
3 Составление и анализ ремонтных операций 28
4. Расчет нормативной трудоемкости ремонтов 51
4.1 Аналитически расчетный метод 51
5. Экономическая часть 96
5.1 Расчет затрат на производство ТО 96
5.2 Расчет затрат на производство Т1 97
5.3 Расчет затрат на производство Т2 98
5.4 Расчет затрат на производство Т3 99
5.5 Расчет затрат на производство Т4 101
5.6 Расчет затрат на производство Т5 103
5.7 Расчет затрат на производство Т6 105
5.8 Расчет затрат на производство КР 107
6. Безопасность жизнедеятельности и охрана труда 110
6.1 Средства индивидуальной защиты 114
6.2 Общие требования безопасности 116
6.3 Меры безопасности при эксплуатации ленточных конвейеров 119
ЗАКЛЮЧЕНИЕ 122
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 123
На сегодняшний день горно-металлургические предприятия являются основным источником добычи и переработки полезного ископаемого, как следствие этого важным критерием является непрерывность технологического процесса, который обусловлен работой горного оборудования. Системы организации по которым проводится своевременное техническое обслуживание и ремонт способствуют уменьшению внеплановых простоев горного оборудования. Благодаря таким системам накапливается необходимая статистика отказов и опыт, который в дальнейшем оказывает непосредственное влияние на организацию ремонтов и быстрое и качественное проведение технического обслуживания и ремонта. Не менее важны стратегии ремонтов, которые входят в систему организации ремонтов. В данном дипломном проекте будут приведены несколько отличных друг от друга стратегий производства технического обслуживания и ремонта. Вопрос стоит в том, как определить к какому оборудованию применить ту или иную стратегию и как обосновать свой выбор с точки зрения чисел, нельзя применять одну и туже стратегию производства ремонтов на все оборудование, так как это приведет к перерасходу ресурсов предприятия, что крайне не выгодно. В данном диплом проекте приведено обоснование стратегии технического обслуживания и ремонта.
В ходе анализа критичности было выявлено, что индекс износа ленточного конвейера WKF1200/280 равен 16-630% что соответствует хорошему техническому состоянию или т.е. бывшее в эксплуатации оборудование, полностью отремонтированное или реконструированное, не требующее ремонта или замены каких-либо частей вероятность возникновения отказа в этом случае разнится в пределах от 0,15 до 0,45.
Влияние на охрану труда и промышленную безопасность составляют 100, это свидетельствует от том, что пренебрегать требованиями безопасной эксплуатации конвейера никак нельзя так как это может привести к тяжелому вреду здоровью, а люди с ограниченными возможностями на производстве никому не нужны.
Влияние ленточного конвейера WKF1200/280 на окружающую среду не значительно так как он приводится в действие электродвигателем, а электроэнергия считается самым экологичным видом топлива.
По влиянию всех этих критериев стратегия технического обслуживания и ремонта - стратегия регламентированных ремонтов. Составлен межремонтный цикл каждого узла конвейера, и синхронизированы ремонты механической, электрической частей и КИПиА. Данная схема позволит сократить время простоя конвейера в ремонте.
Затраты на ремонты в совокупности за 5 лет составили 13171057,21рублей что составляет 67% от первоначальной стоимости конвейера. Из выше сказанного следует сделать вывод о том, что такая система актуальна для предприятий где по каким-либо причинам не выполняются или нарушаются графики ремонтов, а так же большой простой оборудования во время ремонтов.