ВВЕДЕНИЕ 6
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 7
1.1. Анализ служебного назначения детали 7
1.2. Анализ технологичности детали 7
1.3. Анализ технических требований 9
1.4. Обоснование выбора метода получения заготовки 9
1.5. Составление маршрута механической обработки 11
1.6. Расчёт и назначение припусков 13
1.6.1. Расчёт припуска на растачивание отв. 0 140+0,04, шероховатость Ra2,5 13
1.6.2. Расчёт припуска на получистовое растачивание: 15
1.6.3. Расчёт припуска на чистовое растачивание: 15
1.6.4. Расчёт припуска на одновременное фрезерование боковых поверхностей
заготовки в размер 237,5±0,2: 16
1.7. Расчёт режимов резания 18
1.7.1. Фрезерование торцовой поверхности в размер 237,5±0,145 19
1.7.2. Черновое растачивание отверстия 014о+0'04 на длину 33 мм 21
1.7.4. Чистовое растачивание отверстия 0140+0,04 на длину 33 мм 23
1.8. Техническое нормирование технологического процесса на универсальных станках ....25
1.9. Разработка технологического процесса для ЧПУ 29
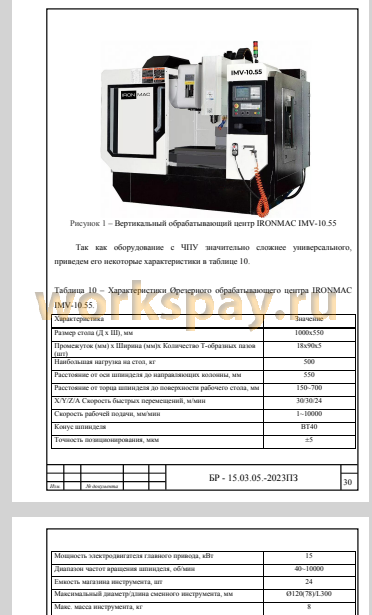
1.9.1. Выбор оборудования 29
1.9.2. Разработка маршрута механической обработки на станке с ЧПУ 31
1.10. Нормирование технологического процесса на станках с ЧПУ 32
2. КОНСТРУКТОРСКАЯ ЧАСТЬ 35
2.1. Проектирование станочного приспособления 35
2.1.1. Техническое задание 35
2.1.2. Описание работы приспособления 35
2.1.3. Расчёт приспособления на точность 35
2.1.4. Расчёт сил зажима 36
2.2. Проектирование контрольного приспособления 37
2.2.1. Техническое задание 37
2.2.2. Описание конструкции приспособления 37
2.2.3. Расчёт приспособления на точность 38
3. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ 40
3.1. Выбор технологического оборудования 40
3.2 ОПРЕДЕЛЕНИЕ ЗАНИМАЕМОЙ ПЛОЩАДИ 41
3.3. Организация транспортной системы 41
3.5. Организация системы инструментообеспечения 42
3.6. Организация системы ремонтного и технического обслуживания 43
3.7. Расчет себестоимости детали 43
3.8. Технико-экономические показатели 47
ЗАКЛЮЧЕНИЕ 49
CONCLUSION 50
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 51
Машиностроение является неотъемлемой частью существования каждой страны. Большую часть машиностроительного производства занимает механическая обработка заготовок и сборка деталей и узлов. То есть эти процессы составляют основную часть общей трудоёмкости изготовления машин и механизмов.
На сегодняшний день современное производство уже невозможно представить без использования оборудования с ЧПУ; с их помощью значительно сокращается срок (время) технологической подготовки производства и механической обработки деталей. Сокращаются трудозатраты и траты на заработную плату сотрудникам. Множество рутинных операций заменяются электроникой с автоматикой.
В выпускной работе для сравнения выполнена разработка технологического процесса механической обработки детали на универсальном оборудовании и на оборудовании, оснащённых системой ЧПУ.
В организационно-экономической части рассмотрены вопросы по организации участка под изготовление детали корпуса редуктора, а также проведен экономический
В данной выпускной работе был спроектирован технологический процесс изготовления корпуса редуктора массой 53 кг с годовой программой выпуска 300 шт.
В технологической части были проведены расчеты припусков на обработку, режимов резания и норм времени на все операции базового технологического процесса и спроектированного.
Для сокращения времени на обработку было применено высокопроизводительное оборудование с ЧПУ, быстродействующая технологическая оснастка, рационально использовался стандартный и специальный режущий инструмент.
Для 0резерования боковых поверхностей детали в размер 237,5±0,145 мм, на продольно-0резерном двухшпиндельном станке 6605 было спроектировано зажимное приспособление.
Для контроля непараллельности оси отв. 0140 мм относительно поверхности К было спроектировано контрольное приспособление с индикаторной головкой.
Экономический расчет позволил судить об эффективности внедрения в производство разработанного технологического процесса, что подтверждается технико-экономическими показателями