Введение 5
1 ИССЛЕДОВАНИЕ ТЕХНОЛОГИИ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ
АЛМАЗНЫХ КРУГОВ И ОПРЕДЕЛЕНИЕ ЭФФЕКТИВНЫХ РЕЖИМОВ И УСЛОВИЙ ПРОФИЛИРОВАНИЯ 6
1.1 Исследование технологии электроэрозионного формообразования алмазных шлифовальных
кругов 6
1.1.1 Формирование рельефа рабочей поверхности алмазно-абразивных инструментов при
различных методах профилирования 6
1.1.2 Технологические схемы электроэрозионного профилирования алмазных
кругов Ю
1.1.3 Технологические методы достижения заданной точности при электроэрозионном
профилировании алмазных шлифовальных кругов 14
1.2 Расчёт частоты генератора технологических импульсов и их скважности 20
1-3 Экспериментальное исследование интенсивности съёма связки
при электроэрозионном профилировании 27
1.4 Методика экспериментальных исследований и описание
оборудования 35
1.5 Выводы по результатам исследований 42
2 ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО
ПРОФИЛИРОВАНИЯ АЛМАЗНЫХ КРУГОВ 43
2.1 Общие сведения 43
2.2 Технические характеристики 43
2.3 Конструкция и принцип работы 43
2.4 Расчет на прочность червячной передачи 44
3 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ДЕТАЛИ 49
3.1 Служебное назначение детали 49
3.2 Анализ технологичности конструкции детали 49
3.3 Определение типа производства 50
3.4 Выбор и обоснование способа получения заготовки 57
3.5 Разработка маршрутной технологии обработки деталей 58
3.6 Определение припусков расчетно-аналитическим способом 59
3.7 Проектирование операционной технологии 63
3.7.1 Расчет точности обработки на чистовой операции 63
3.7.2 Выбор станков, инструмента, средств измерения и технологического оснащения 65
3.7.3 Расчет режимов резания на основные операции 66
3.7.4 Расчёт технической нормы времени 72
Выводы и рекомендации 75
ЗАКЛЮЧЕНИЕ 76
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 77
ПРИЛОЖЕНИЕ А Чертёж детали 83
ПРИЛОЖЕНИЕ Б Технологическая документация 85
ПРИЛОЖЕНИЕ В Статья, опубликованная в научно-техническом сборнике 99
ПРИЛОЖЕНИЕ Г Спецификации конструкции приспособления 107
ПРИЛОЖЕНИЕ Д Ведомость выпускной квалификационной работы 113
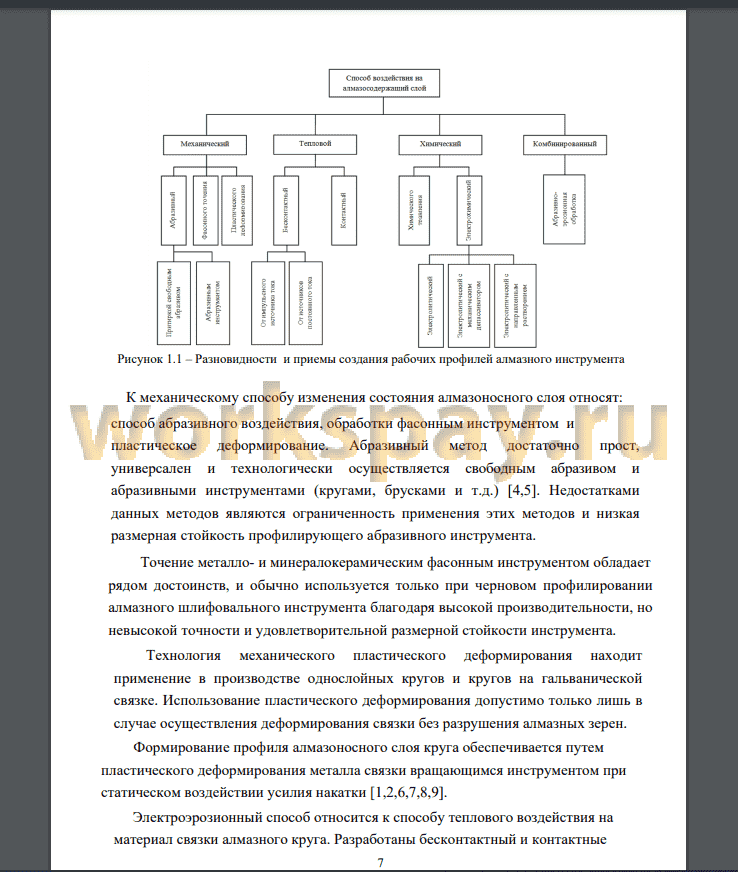
В настоящее время при изготовлении изделий из труднообрабатываемых материалов широкое применение находят алмазные шлифовальные круги. Эффективность алмазного шлифования в значительной степени определяется состоянием рельефа рабочей поверхности круга. В связи с этим большой практический интерес представляет исследование влияния технологических режимов профилирования и правки кругов, характеристик алмазосодержащего слоя на параметры рельефа рабочей поверхности. Рельеф рабочей поверхности круга формируется в процессе его правки. В настоящее время для правки алмазных шлифовальных кругов используются различные методы.
Проведение глубокого анализа методов правки позволит определить реальную картину состояния технологии и методик подготовки к работе алмазных шлифовальных кругов на металлических связках. Одако судя по известным информационным источникам и разработкам отечетвенных и зарубежных фирм наиболее эффективным и универсальным признается электроэрозионный метод. основанный на тепловом воздействии на поверхность круга. Формирование рельефа рабочей поверхности круга в значительной степени определяется прочностью закрепления алмазных зёрен в связке. Таким образом, представляет значительный интерес исследование параметров, оказывающих влияние на производительность электроэрозионного профилирования, критерием которой служит интенсивность съёма связки. Определенно можно отметить, что помимо интенсификации процесса удаления металлической связки, важным для исследований является также точность формирующегося профиля и экономичность использования алмазосодержащего слоя. Значительный вклад в развитие теории и технологии электроэрозионной правки алмазных кругов внес коллектив научной школы, руководимой д.т.н., профессором Дорофеевым В.Д.
В выпускной квалификационной работе исследованы параметры, влияющие на производительность электроэрозионного профилирования, критерием которой служит интенсивность съёма связки.
Выполненные аналитические исследования и производственного опыта свидетельствуют о сложности обеспечения требуемой работоспособности, стойкости алмазных кругов и точности обработки деталей из твердых сплавов, керамики, ситаллов, технического стекла и др. неметаллических материалов.
Проведенные эксперименты на различных поисковых технологических режимах обработки позволили получить зависимости объёмной величины интенсивности съёма.
Интерпретация построенных графических зависимостей позволяет сделать выводы о рациональном и более эффективном использовании технологических режимов электроэрозионного профилирования для достижения заданной точности профиля алмазного круга.
В ходе исследовательских работ разработана конструкция специального приспособления для профилирования алмазных шлифовальных кругов на металлических связках, позволяющего использовать его без снятия и переустановки алмазного круга на станках.