Тема: РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ «КРЫШКА ЧЕРВЯЧНОГО РЕДУКТОРА»
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
ВВЕДЕНИЕ 7
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 8
1.1. Служебное назначение и технологическая характеристика детали 8
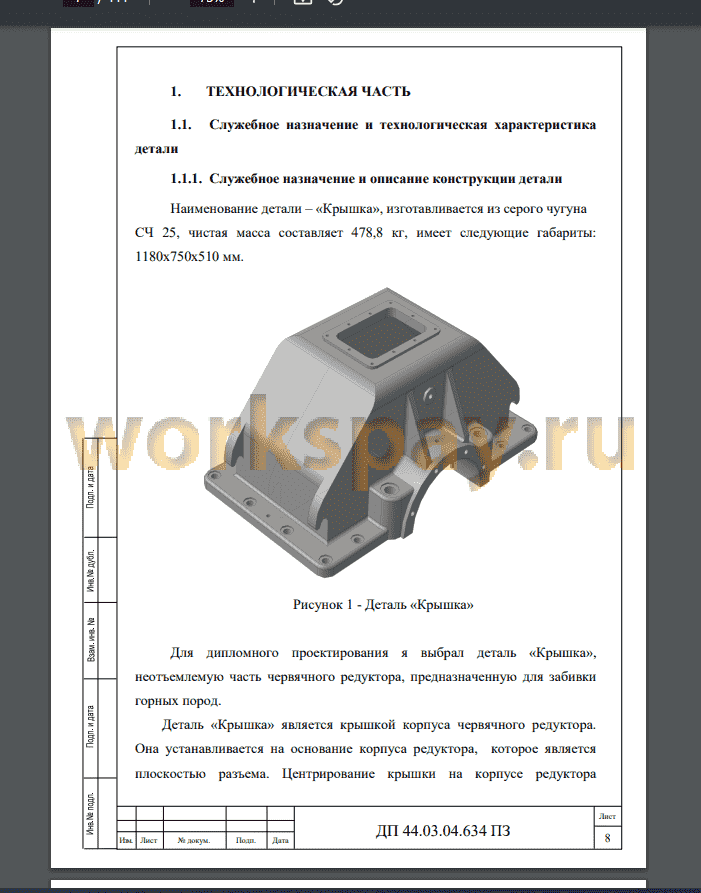
1.1.1. Служебное назначение и описание конструкции детали . 8
1.1.2. Технологичность детали 9
1.1.3. Характеристика материала детали 9
1.1.4. Определение типа производства 10
1.2. Анализ технологичности конструкции детали 12
1.3. Разработка технологии изготовления детали. Проектирование заготовки14
1.3.1. Выбор исходной заготовки и метода её получения 14
1.3.2. Нумерация поверхностей 15
1.3.3. Формирование операций и маршрута обработки 17
1.3.4. Выбор технологических баз 18
1.3.5. Выбор схем базирования по операциям 19
1.3.6. Определение припусков на заготовку 21
1.3.7. Расчёт припусков 22
1.4. Обоснование и выбор оборудования 24
1.5. Фрагмент УП (операция 015) 27
1.6. Технологические расчеты. Определение режимов резания 38
1.6.1. Определение норм времен. Методика определения норм времени 43
2. ЭКОНОМИЧЕСКАЯ ЧАСТЬ 47
2.1. Описание предмета экономического обоснования 47
2.2. Исходные данные, необходимые для выполнения экономического
обоснования 47
2.3. Расчет технико-экономических показателей 49
2.3.1. Определение капитальных вложений 49
2.3.2. Расчет технологической себестоимости детали 51
2.4. Определение уровня механизации труда на программных операциях 58
Изм. Лист № докум. Подп. Дата
Лист
6 ДП 44.03.04.634 ПЗ
3. МЕТОДИЧЕСКАЯ ЧАСТЬ 60
3.1. Анализ профессионального стандарта по профессии «Оператор-наладчик
обрабатывающих центров с ЧПУ» 61
3.2. Анализ учебного плана и программы переподготовки по профессии
«Оператор-наладчик обрабатывающих центров с ЧПУ» 65
3.3. Разработка методики и методического обеспечения занятия по теме
«Программирование процесса обработки металлоизделий с применением
вложенных циклов» 67
ЗАКЛЮЧЕНИЕ 82
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 83
ПРИЛОЖЕНИЕ А – Лист задания на проектирование 85
ПРИЛОЖЕНИЕ Б – Перечень листов графических документов 86
ПРИЛОЖЕНИЕ В – Технологическая документация
ПРИЛОЖЕНИЕ Г – Комплект слайдов
📖 Введение
машиностроение. Оно создает наиболее активную часть основных
производственных фондов – орудия труда, следовательно, ускорение темпов
его роста основа научно-технического процесса во всех отраслях хозяйства
страны.
Возрождение и развитие отечественной машиностроительной
промышленности невозможно без интенсификации производства на основе
широкого использования достижений науки и техники, применения
прогрессивных технологий. Повышение эффективности
машиностроительного производства может быть осуществлено только
путём его автоматизации и механизации, оснащения
высокопроизводительным оборудованием.
Целью данной работы является разработка технологического
процесса изготовления детали.
Для реализации цели необходимо решить ряд задач:
• расширение, углубление, систематизация и закрепление
теоретических знаний;
• проектирование технологического процесса изготовления детали;
• проектирование средств технологического оснащения;
• расчет экономических показателей;
• разработка методики и методического обеспечения теоретического
занятия...
✅ Заключение
детали «Крышка» на современном оборудовании с ЧПУ, с применением
прогрессивного режущего инструмента компании PRAMET для операций,
имеющих повышенные требования к точности обработки и стойкости
инструмента. Приведены расчеты норм времени и режимов резания. С целью
повышения производительности труда и надежности закрепления заготовки
разработано зажимное приспособление для 05 операции с приведением всех
необходимых расчетов по силе зажима, прочности и надежности
конструктивных элементов.
В экономической части проекта приведены расчеты и обоснованы все
приведенные затраты на оборудование, заработную плату и энергоресурсы.
В методической части разработано занятие теоретического обучения
операторов станков с ЧПУ по изучению циклов сверления в рамках
программы переподготовки станочников, работающих на предприятии.
Поставленные задачи решены, цели достигнуты.
📕 Список литературы
🖼 Скриншоты