Тема: Разработка технологического процесса механической обработки: корпуса нижнего редуктора вращения лесопогрузчика
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 7
1.1 Анализ служебного назначения 7
1.2 Анализ технологичности 7
1.3 Выбор метода получения заготовки 9
1.4 Обоснование выбора баз и составление маршрута механической
обработки 10
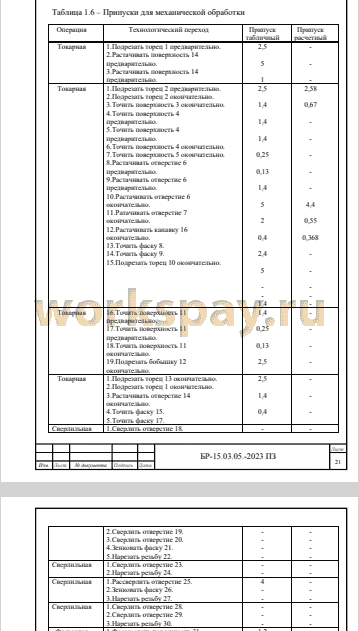
1.5 Расчёт припусков на механическую обработку 12
1.7 Расчёт режимов резания 22
1.8 Нормирование технологического процесса на универсальных станках 29
1.10 Разработка технологического процесса для ЧПУ 37
1.11 Нормирование технологического процесса на станках с ЧПУ 43
2 КОНСТРУКТОРСКАЯ ЧАСТЬ 45
2.1 Проектирование фрезерного приспособления 45
2.1.1 Техническое задание 45
2.1.2 Описание работы фрезерного приспособления 45
2.1.3 Расчёт приспособления на точность 46
2.1.4 Расчёт сил зажима 47
2.1 Проектирование контрольного приспособления 47
2.2.1 Техническое задание 48
2.1.2 Описание конструкции приспособления 48
2.2.3 Расчет на точность 49
3 ЭКОНОМИЧЕСКАЯ ЧАСТЬ 51
3.1 Выбор технологического оборудования 51
3.2 Определение занимаемой площади 51
3.3 Организация транспортной системы 53
3.4 Организация технического контроля 53
3.5 Организация системы инструментообеспечения 54
3.6 Организация системы ремонтного и технического обслуживания 54
3.7 Расчет себестоимости детали 55
3.8 Технико-экономические показатели 58
ЗАКЛЮЧЕНИЕ 60
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 63
ПРИЛОЖЕНИЕ 64
📖 Введение
Эффективность производства, его технический прогресс во многом зависит от опережающего развития производства нового оборудования, машин, станков и аппаратов, от всемерного внедрения методов технико-экономического анализа.
Важное значение для современного машиностроения имеет внедрение станков с числовым программным управлением (ЧПУ). Эти линии обеспечивают автоматизацию процесса обработки и быструю перестройку станка с одной детали на другую. На этих станках с высокой точностью могут обрабатываться детали весьма сложной конфигурации. Время настройки почти не зависит от сложности обрабатываемой детали. Применение станков с ЧПУ позволяет автоматизировать мелкосерийное производство, получить экономию заработной платы благодаря сокращению времени обработки и внедрению многостаночного обслуживания, уменьшению затрат на инструмент, специальные приспособления, электроэнергию, текущий ремонт.
По данным Минстанкопрома, объем специальной оснастки при использовании станков с ЧПУ снижается вдвое, а брак - на 50 %. На 50 % снижаются затраты на хранение деталей, а также затраты, связанные с доводкой, контролем и сборкой крупногабаритных копиров, шаблонов, штампов.
В выпускной работе выполнена разработка технологического процесса механической обработки детали на универсальных станках и на станках оснащённых системой ЧПУ. В организационно-экономической части рассмотрены вопросы по организации участка под изготовление детали корпус коромысла, а также проведен экономический анализ сравнения 2-ух различных вариантов обработки детали.
При разработке выпускной работы активно используется современные средства проектирования и расчёта, а также применяется специализированная система автоматизированного проектирования технологических процессов САПР ТП «Вертикаль», что позволило сократить время выполнения работы и достичь наиболее точного и технически грамотного выполнения.
✅ Заключение
В технологической части были проведены расчеты припусков на обработку, режимов резания и норм времени на все операции базового технологического процесса и спроектированного.
Для сокращения времени на обработку было применено высокопроизводительное оборудование с ЧПУ, быстродействующая технологическая оснастка, рационально использовался стандартный режущий инструмент.
Для фрезерования фланцевых поверхностей детали на вертикально-фрезерном станке 6Т13 спроектировано специальное зажимное приспособление с резьбовым зажимом детали.
Для контроля перпендикулярности оси посадочного отверстия относительно торца было спроектировано специальное контрольное приспособление с индикаторной головкой.
Экономический расчет позволил судить об эффективности внедрения в производство станков с числовым программным управлением. Наглядно можно убедиться во всестороннем преимуществе этих станков исходя из определенных в работе показателей.
Экономический расчет показал, что обработка на станках с ЧПУ выгодней механической обработки на универсальном оборудовании на 7 %.
Важно отметить, что при производстве детали на станках с ЧПУ затраты составляют 3423,6 руб/дет., а на универсальном оборудовании 3676,5 руб/дет., что является несомненным плюсом.
Технико-экономические показатели доказывают оптимальность применения станков с числовым программным управлением для изготовления корпуса нижнего редуктора вращения МЛ-78.10.00.001.
📕 Список литературы
🖼 Скриншоты