Тема: Технологический процесс механической обработки корпуса редуктора лебедки машины трелевочной МТ8
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1. Технологическая часть
1.1.
1.2.
Анализ служебного назначения
Анализ технологичности
10
1.3.
12
1.4.
1.5.
1.6.
1.7.
1.8.
1.9.
Анализ технических требований . Обзор методов обработки детали
Обоснование выбора баз и составление маршрута механической обработки корпус> 14
Экономическое обоснование выбора заготовки
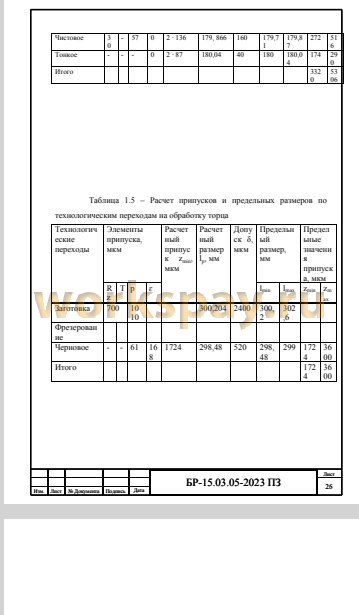
Расчет и значения припусков
Расчет режимов резания
Расчет норм времени
2. Конструкторская часть
2.1. Проектирование расточного приспособления
2.1.1. Техническое задание на проектирование расточного приспособления
2.1.2. Расчет необходимой силы закрепления
2.1.3 Расчет силового привода
2.1.4. Расчет зажимного приспособления на точность
2.2. Проектирование контрольного приспособления
2.2.1. Техническое задание на проектирование контрольного приспособления
2.2.2. Описание конструкции приспособления для контроля перпендикулярности
2.2.3. Расчет приспособления на точность
Экономическая часть
Выбор необходимого оборудования участка
Планировка участка с универсальным оборудованием
Планировка участка с оборудованием ЧПУ
Организация транспортной системы
Организация технического контроля
Организация системы инструментообеспечения
Организация систем ремонтного и технического обслуживания
Расчет себестоимости детали
Технико-экономические показатели
📖 Введение
Эффективность производства, его технический прогресс во многом зависит от опережающего развития производства нового оборудования, машин, станков и аппаратов, от всемерного внедрения методов технико - экономического анализа.
Повышение эффективности машиностроительного производства на современном этапе определяется повышением качества изделий, снижением трудоемкости, себестоимости и металлоемкости их изготовления.
Более 70% изделий в машиностроении изготовляют в условиях мелкосерийного и серийного производства. Эффективным средством автоматизации мелкосерийного и серийного
Производства является программное управление металлорежущими
станками.
Важной особенностью автоматизации процесса обработки на металлорежущих станках с помощью устройств программного управления, является сохранение станками широкой универсальности. Это дает возможность производить на них обработку всей номенклатуры деталей, которая может быть произведена на универсальных станках соответствующих типов.
✅ Заключение
В технологической части были проведены расчеты припусков на обработку, режимов резания и норм времени на все операции базового технологического процесса и спроектированного.
Для сокращения времени на обработку Было высокопроизводительное применено оборудование ЧПУ, быстродействующая технологическая оснастка, рационально использовался стандартный и специальный режущий инструмент.
Для обработки посадочных отверстий на горизонтально-расточном станке 2636, нами было спроектировано специальное зажимное приспособление с винтовым зажимом.
Для контроля перпендикулярности торцов посадочных отверстий относительно их осей нами было спроектировано специальное
контрольное приспособление с индикаторной головкой...
📕 Список литературы
🖼 Скриншоты