Тема: АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ БЛОКОМ СЕПАРАЦИИ УСТАНОВКИ КОМПЛЕКСНОЙ ПОДГОТОВКИ НЕФТИ
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 3
1 Введение в автоматизируемый процесс 4
1.1 Физико-химические основы процесса сепарации нефтепродуктов 4
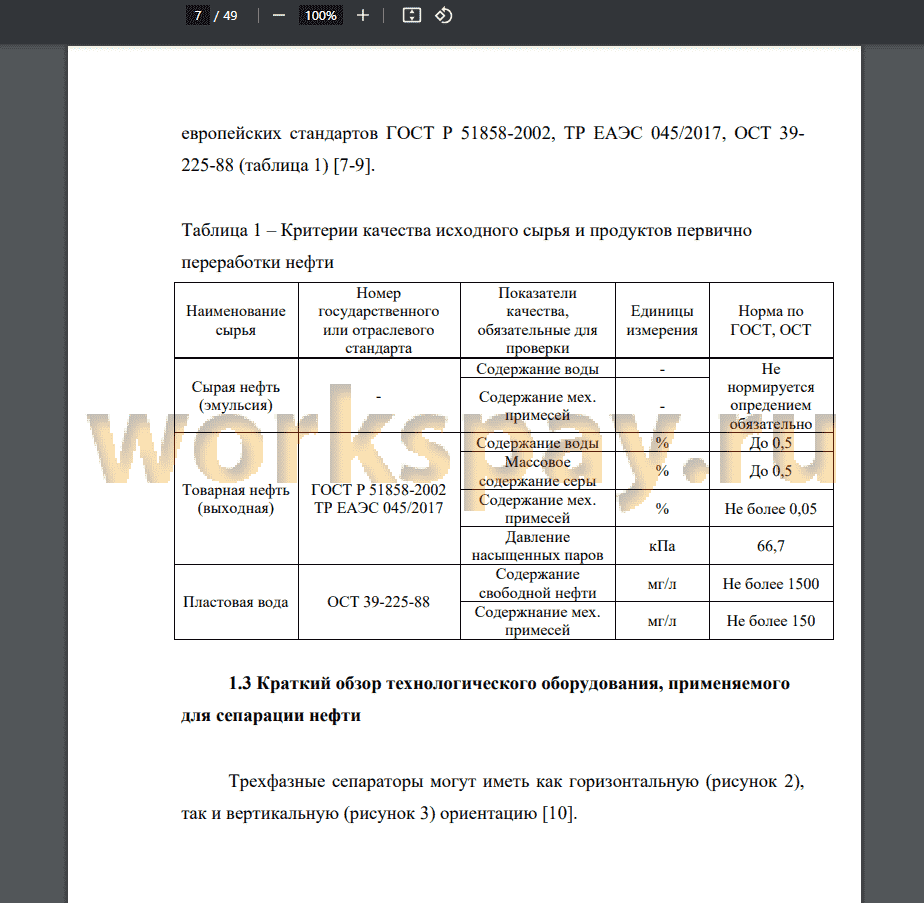
1.2 Критерии качества реализации процесса сепарации нефти 5
1.3 Краткий обзор технологического оборудования, применяемого для
сепарации нефти 6
1.4 Постановка цели и задач автоматизации процесса сепарации нефти 9
1.5 Внутренне корпусное устройства трехфазного сепаратора 10
2 Решение задач автоматизации технологического процесса 13
2.1 Описание объекта управления 13
3 Имитационная модель АСУ блоком сепарации нефти 23
3.1 Расчетная математическая модель системы 23
3.2 Линеаризация моделей контуров сепаратора 26
3.2 Программная реализация модели АСУ блока сепарации нефти 31
3.3 Разработка интерфейса оператора установки сепарации
нефтепродуктов 34
3.4 Имитационное моделирование АСУ сепаратора 38
Заключение 44
Список используемых источников 45
📖 Введение
В нынешнее время нельзя представить нашу жизнь без такого важного и ценного природного ресурса как нефть. Ведь она используется повсеместно: топливо, синтетика, полиэтилен, пластик, каучук и даже лекарства - все эти продукты используют переработанную нефти. Соответственно добыча такого необходимого ископаемого будет оставаться актуальной еще долгое время. Для обеспечения наиболее эффективного и безопасного способа добычи нужны автоматизированные системы. Благодаря ним можно существенно снизить человеческий фактор, увеличить производительность и прибыль производства [2].
Цель данной работы заключается в обеспечение управления процессом дегазации и обезвоживания нефтепродуктов в автоматизированном режиме с использованием программного имитатора технологического процесса. Задача сформирована следующим образом: необходимо разработать имитационную модель системы автоматизированного сепаратора нефтегазового, математическая модель которого будет приближена к реальной системе. Также необходимо обеспечить связь модели и SCADA-системы с помощью OPC-сервера.
✅ Заключение
В качестве среды моделирования выбран программный комплекс MATLAB, включающий инструмент визуального моделирования Simulink, средство обеспечения связи с OPC сервером OPC Toolbox. Рассматриваемая SCADA-система - Proficy iFIX.
Выполнены все поставленные цели и задачи, а именно:
1) проведен анализ технологического процесса;
2) осуществлена разработка структурной и функциональной схемы автоматизации технологического процесса;
3) разработана имитационная модель;
4) разработан графический интерфейс оператора;
5) установлена связь через OPC-сервер между математической моделью и интерфейсом оператора;
6) проведён модельный эксперимент с подтверждением соответствия предложенных технических решений.
В качестве доказательств предоставлены графики сравнений MATLAB Simulink и Proficy iFIX.
📕 Список литературы
🖼 Скриншоты