Тема: Разработка PIM-технологии для изготовления деталей машино- и приборостроения
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 5
1 Аналитический обзор 7
1.1 Порошковое инжекционное литье 7
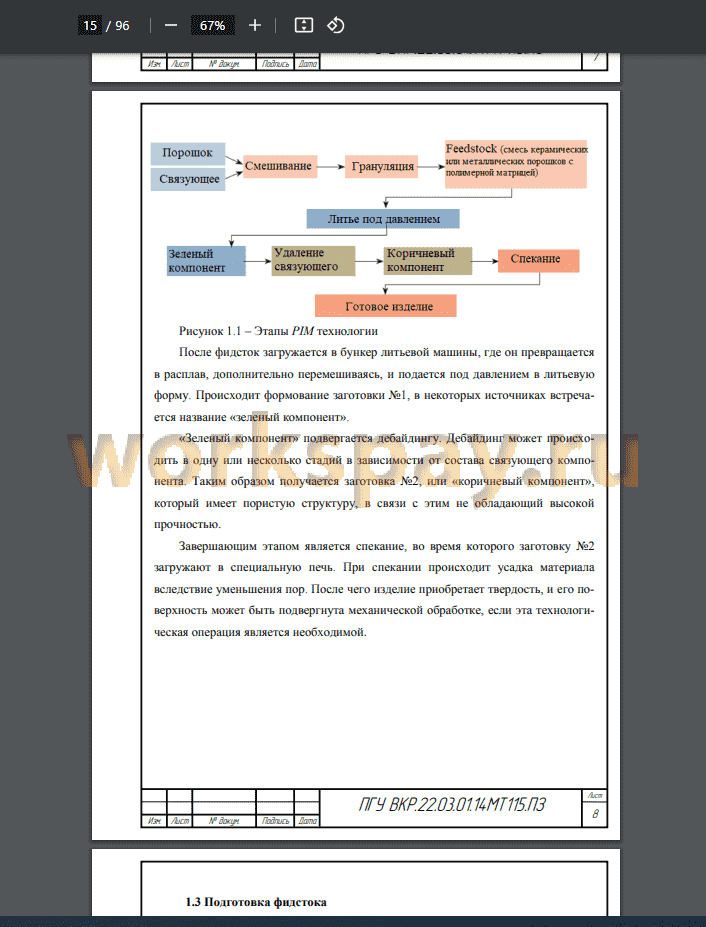
1.2 Основные этапы PIM технологии 7
1.3 Подготовка фидстока 9
1.4 Процессы формования заготовки 11
1.4.1 Экструзия 16
1.4.2 Виды брака при формовании изделий 18
1.5 Удаление связующего компонента 20
1.5.1 Метод термического удаления связующего 20
1.5.2 Метод удаления связующего с помощью растворителей 22
1.5.3. Каталитический метод удаления связующего 22
1.5.4 Преимущества и недостатки методов удаления связующего 23
1.6 Спекание 24
1.7 Преимущества и недостатки PIM технологии 26
1.8 Области применения PIM технологии 27
1.9 Выводы по разделу 1 28
2 Условия и принципы подбора связующих в гранулятах 30
2.1 Общие сведения о полимерных связующих 30
2.2 Полимерные связующие, используемые в PIM технологии 31
2.2.1 Использование полиформальдегида в качестве связующего 34
2.2.2 Выбор связующего на основе фенолформальдегидной смолы... 35
2.3 Разработка отечественного аналога фидстока 38
2.3.1 Влияние связующих веществ на свойства стальных заготовок .. 39
2.3.2 Исследование характеристик фидстока Catamold 42CrMo4 44
2.3.3 Исследование влияния связующего на усадку гранулята 46
2.4 Выводы по разделу 2 48
3 Систематизация данных о связующих веществах 50
3.1 Связующие в композициях «металл-полимер» 52
3.2 Связующие в композициях «керамика-полимер» 54
3.3 Разработка алгоритма подбора связующего 56
3.4 Формирование высокоплотной структуры карбида кремния 58
3.5 Выводы по разделу 3 61
Заключение 62
Список использованных источников 65
Приложение А 73
Приложение Б 75
📖 Введение
Для получения изделий с помощью PIM технологии, применяют технологическое оборудование, использующееся при литья пластмасс под давлением. Основными предпосылками для развития PIM технологии послужили расширение номенклатуры порошков и связующих, аппаратуры контроля их качества, методы получения порошков сферической формы и контролируемого размера, а также оборудование для получения смесей порошков и связующих. Использование таких технологий позволило получать фидстоки - композиции на основе порошков и связующих веществ заданного состава, из которых далее методом инжекционного формования получают заготовки изделий [2].
Наиболее распространёнными материалами, использующимися в качестве фидстоков для PIM технологии являются порошки металлов, оксидной и безок- сидной керамики. Помимо этого, в составе фидстоков имеется пластификатор - связующее на основе термопластов, реактопластов или гелеобразных водораство-
Изм.
Лист
№ докум .
Подпись
Дата
римых полисахаридов и т.д. Однако, в современных публикациях на тему связующих в композициях практически отсутствует информация о классификациях и методиках подбора порошка и пластификатора подходящим образом. В связи с этим, данная работа посвящена изучению и анализу влияния связующих на свойства получаемых изделий для определения последовательных действий при подборе связующего для фидстока.
Таким образом, цель работы - на основании полученных данных осуществить построение алгоритма выбора связующих для PIM технологии в условиях обеспечения высоких технологических свойств и геометрической точности. Для достижения поставленной цели необходимо решить ряд задач:
а) выявить и систематизировать ключевые особенности технологических операций PIM производства;
б) рассмотреть преимущества и недостатки PIM технологии; сделать вывод о перспективности технологии;
в) проанализировать влияние составов связующих на свойства исходного сырья для PIM технологии;
г) разработать алгоритм подбора связующего в условиях обеспечения высоких технологических свойств, а также геометрической точности изделий.
✅ Заключение
Выбор связующего и способ его удаления критически важны для успешного PIM производства, но точные составы связующих и методы их изготовления в значительной степени являются секретами патентов.
Исследование связующих, способов их удаления и влияния их на расплав в процессе формования деталей потребовало предварительного рассмотрения некоторых общих вопросов, связанных с особенностями структуры и свойств термопластов и реактопластов. При изучении существующих рецептур фидстоков можно сформулировать несколько принципов. Многокомпонентные связующие вещества имеют преимущества: они позволяют использовать прогрессивный цикл извлечения. Связующее вещество должно смачивать порошок и обеспечивать низкую вязкость при высокой загрузке порошка. Следовательно, основной для связующего вещества обычно являются полимеры или воски с низкой молекулярной массой. Молекулы с малой длиной цепи проще смешивать и извлекать при удалении связующего вещества. Связующее необходимо подбирать с учетом того, что оно не должно вступать в реакцию с порошком. С целью регулирования смачивания и вязкости широко применяются присадки к связующему веществу. Помимо первичных требований к выбору связующего вещества существуют и вторичные, такие как токсичность, срок хранения, прочность, смачивающая способность, биостойкость и возможность неоднократной переработки без потери свойств. Хотя это и широкая область исследований, экспериментальные результаты показывают, что принципы едины для многих систем связующих веществ.
Наиболее перспективным для изготовления деталей из малолегированной стали представляется фидсток фирмы BASF, который состоит из смеси порошка карбонильного железа со средним размером частиц около 5 мкм и порошка никеля со средним размером частиц 8 мкм с содержанием смеси порошков 58 % от объема всей смеси, а также связующего вещества состава: 90 % полиформальдегид, 10 % полиэтилен. Данный фидсток имеет плотность 4,52 г/см3, температуру формования 180 оС, вязкость 190 Па-с при этой температуре, прочность после изготовления 20 МПа. Связующее на основе полиацеталя обеспечивает прочность зеленой и коричневой заготовки и удаляется при дальнейшей обработке.
В этих условиях наиболее простым и актуальным является направление по созданию отечественных гранулятов - аналогов фидстоков фирмы BASF с последующим применением их в отлаженной MIM технологии, работающей на фидсто- ках фирмы BASF.
Использование отечественного сырья позволит существенно снизить себестоимость производимой продукции при условии сохранения ее потребительских свойств и дать возможность расширения PIM технологии на отечественных предприятиях.
Анализ информации, полученной в результате патентного поиска по вопросу подбора связующих, показал, что наилучших технологических свойств для заготовок из металлических порошков с помощью PIM технологии можно достичь с использованием термопластов, а для безоксидной керамики с использованием термореактопластов. В том числе, кроме сведений об использующихся рецептурах было выяснено что системы связующих веществ могут иметь противоречивые свойства, использование которых может как ухудшать, так и улучшать технический процесс формования изделий. Примером использования подобных противоречивых свойств описывается в патенте [42]. Активный углеродный остаток при использовании термореактопластов для фидстоков на основе металлических порошков оказывает влияние на состав и, как следствие, на структуру металлического наполнителя, ухудшая технологические свойства. Однако, благодаря взаимодействию углеродного остатка с металлами оказывается возможным изготавливать чугунные и толстостенные изделия с помощью MIM технологии.В связи с этим, с целью систематизации имеющейся информации был построен алгоритм при разработке технологического процесса подбора и удаления связующего. Практическое использование разработанного алгоритма может быть связано с разработкой программного обеспечения, направленного на упрощение и оптимизацию технического процесса проектирования деталей.
📕 Список литературы
🖼 Скриншоты