Реферат 2
ВВЕДЕНИЕ И ЗАДАЧИ ПРОЕКТА 5
1. АНАЛИЗ ИСХОДНЫХ ДАННЫХ 7
1.1. Служебное назначение и техническая характеристика детали 7
1.2. Анализ технологичности конструкции детали 9
1.3. Анализ заводского технологического процесса изготовления
детали 12
2. ВЫБОР ЗАГОТОВКИ И МЕТОДА ЕЁ ИЗГОТОВЛЕНИЯ 17
2.1. Определение типа производства 17
2.2. Выбор заготовки и методов её получения 19
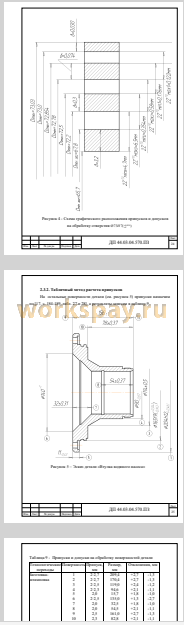
2.3. Расчет припусков 20
2.3.1. Расчёт припусков на отверстие 073Н7 20
2.3.2. Табличный метод расчета припусков 25
3. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ «ВТУЛКА ВОДЯНОГО
НАСОСА» ТОКАРНОМ ЦЕНТРЕ С ЧПУ САТ400С1ОФ4 27
3.1. Выбор технологических баз 27
3.2. Выбор методов обработки поверхностей 28
3.3. Разработка технологического маршрута обработки детали 30
3.4. Выбор средств технологического оснащения 31
3.5. Выбор режущего инструмента и режимов резания 35
3.6. Расчет технических норм времен 42
3.7. Разработка управляющей программы для технологической
операции обработки детали 48
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ 55
4.1. Техническое описание разрабатываемого мероприятия 55
4.2. Расчёт капитальных затрат 55
4.3. Расчет технологической себестоимости детали 59
5. МЕТОДИЧЕСКИЙ РАЗДЕЛ 77
5.1. Вводная часть 77
5.2. Описание условий обучения в "Региональном межотраслевом центре дополнительного профессионального образования" на базе ПАО "МЗиК"...79
5.3. Анализ профессионального стандарта 82
5.4. Анализ учебного плана повышения квалификации Операторов-
наладчиков обрабатывающих центров с ЧПУ 88
5.5. Анализ содержания темы «Классификация станков с ЧПУ, их
устройство, конструктивные особенности и кинематические схемы» и
перспективно-тематическое планирование учебного процесса 94
5.6. Разработка плана учебного занятия по теме «Конструктивные
особенности и узлы токарных станков с программным управлением» 103
5.7. Разработка методического обеспечения 113
ЗАКЛЮЧЕНИЕ 119
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 121
Приложение А Лист задания на проектирование 125
Приложение Б Перечень листов графических документов 126
Приложение В Комплект слайдов к методическому разделу 127
Приложение Г Комплект документов технологического процесса механической обработки 134
В настоящее время вектор развития мировой экономики направлен в сторону формирования «шестого технологического уклада», который основывается на био- и нанотехнологиях, мехатронике и робототехнике, технологиях виртуальной реальности, плазмонике и нанофотонике, 3D- принтерных технологиях и технологиях генной инженерии. Академик РАН Е. Н. Каблов еще в 2010 г. отмечал, что шестой технологический уклад будет оформляться в течение в 2010 - 2020 годов, а в фазу зрелости вступит в 2040е годы, причем в 2020 - 2025 годах произойдёт новая технологическая революция, основой которой станут разработки, синтезирующие достижения указанных базовых направлений [6].
В настоящее время в России господствуют пятый и четвертый и третий технологический уклады, причем технологии пятого уклада, основанного на достижениях атомной энергетики, составляют всего 10 %, более 50 % технологий относится к технологиям четвертого уклада, базирующегося на углеводородной и отчасти ядерной энергетике, и почти треть - к технологиям третьего уклада, в основе которого лежат технологии преобразования электрической энергии [12].
Экономике России жизненно необходимо сделать качественный скачок в направлении шестого технологического уклада, фактически, перескочить через пятый технологический уклад, в ином случае Россия может потерять свою независимость. Указанные условия и определяют направления современной индустриализации в России...
Таким образом, в дипломном проекте был усовершенствован технологический процесс механической обработки детали «Втулка водяного насоса» в условиях серийного производства.
В усовершенствованной технологии применяется современный высокопроизводительный токарный центр с программным управлением.
Это позволило сократить время механической обработки, уменьшить тяжесть труда привлеченных к обработке детали рабочих.
Также была разработана управляющая программа на комплексную операцию на ОЦ с ЧПУ.
В экономической части дипломного проекта были определены единовременные вложения, себестоимость обработки детали по проектному варианту. Согласно расчетам, экономический эффект составил 591,325 т. руб. в год.
В методической части проекта была разработана методика проведения урока теоретического обучения для повышения квалификации операторов станков с ЧПУ.