ВВЕДЕНИЕ 5
1 Технологический раздел 9
1.1 Анализ сварной металлоконструкции 9
1.2 Обоснование выбора конструкционного материала сварной
металлоконструкции 11
1.3 Анализ свариваемости выбранной стали 12
1.3.1 Оценка стойкости металла к появлению горячих трещин 13
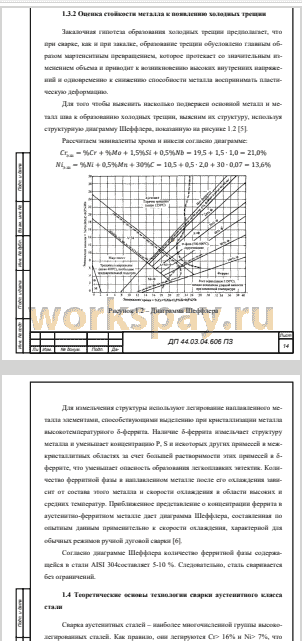
1.3.2 Оценка стойкости металла к появлению холодных трещин 14
1.4 Теоретические основы технологии сварки аустенитного класса стали ... 15
1.5 Выбор и обоснование способа сварки емкости ТХ-10В 20
1.6 Выбор сварочных материалов и их характеристика 23
1.7 Расчет параметров режима сварки 25
1.8 Выбор основного сварочного оборудования, его технические
характеристики 31
1.9 Выбор вспомогательного и заготовительного оборудования 34
1.10 Выбор метода контроля качества сварных соединений 38
1.11 Технологический процесс сборки-сварки металлоконструкции 40
2 Технико-экономическое обоснование проекта 43
2.1 Определение капиталообразующих инвестиций 43
2.1.1 Определение технологических норм времени на сварку продольных
швов обечаек, кольцевых швов обечаек и обечайки с днищем 43
2.1.2 Расчет количества оборудования и его загрузка 48
2.1.3 Расчет капитальных вложений 49
2.2 Определение себестоимости изготовления металлоконструкций 51
2.2.1 Расчет технологической себестоимости металлоконструкций 51
2.2.2 Расчет полной себестоимости изделия 59
2.2.3 Расчет основных показателей сравнительной эффективности 64
3 Методический раздел 71
3.1 Сравнительный анализ Профессиональных стандартов 72
3.2 Разработка учебного плана переподготовки по профессии «Оператор
автоматической сварки плавлением» 77
3.3 Разработка учебной программы предмета «Спецтехнология» 78
4 Экологичность проекта и безопасность жизнедеятельности 87
4.1 Характеристика опасных и вредных факторов при изготовлении емкости для хранения молока 87
4.2 Повышенная запыленность и загазованность воздушной рабочей зоны . 88
4.3 Повышенная яркость света, инфракрасное и ультрафиолетовое излучение 89
4.4 Электробезопасность 90
4.5 Пожароопасность 91
ЗАКЛЮЧЕНИЕ 93
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 94
Во все времена, главным врагом изделий из железа была ржавчина. Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Но чуть более века назад, людям удалось найти отличное средство от ржавчины. В 1913 году английский исследователь Гарри Брайрли создал первую в мире (по официально признанной версии) нержавеющую сталь. Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Нержавеющая сталь обладает ярко выраженными антикоррозионными свойствами. Эти характеристики «нержавейка» приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.
Сфера применения нержавеющей стали затрагивает буквально все стороны жизни человека. Труба из нержавеющей стали используется при проектировании систем трубопроводов различного назначения, в том числе и для пищевого производства. Толстостенная круглая труба применяется при сооружении несущих конструкций. Шлифованные и зеркальные трубы выступают в качестве материала для производства перил, ограждений лестничных маршей, балконов, поручней. Кроме того, зеркальные трубы из нержавейки используются для оформления входных групп.
Лист нержавеющий применяется при изготовлении емкостей и резервуаров, в том числе, для пищевой промышленности, холодильных, моющих и дезинфекционных камер, элементов оборудования, контактирующего с умеренно-агрессивными материалами, промышленной металлической мебели (столы, шкафы, стеллажи). Декоративные и зеркальные листы могут быть использованы для отделки лифтовых кабин, эскалаторов и так далее.
Кроме того, благодаря своей жаропрочности, нержавейка используется при сооружении низкотемпературных печей, элементов печной арматуры, применяется для производства запорной трубопроводной арматуры (фитинги, отводы, фланцы), для изготовления сосудов и аппаратов для химической промышленности, которые работают при температурах от -196 до 600°С.
Данный материал весьма распространен в промышленности и народном хозяйстве, однако при изготовлении из нержавеющей стали изделий могут возникать трудности, связанные со сваркой.
Они заключаются в следующем:
- линейное расширение металла проявляется сильнее, чем у других видом стали. Это создает два распространенных дефекта при сварке нержавейки. Во-первых, изделие сильно деформируется (образовываются волны, дугообразные прогибы), что портит внешний вид и требует правки геометрических форм. Во-вторых, происходит растяжение сварочного шва, который может не выдержать такого микродвижения и дать трещины.
- в расплавленном состоянии нержавейка быстро взаимодействует с кислородом, находящимся в окружающем воздухе. Если вести сварку без защитного облака, то металл будет сильно пениться и шов не получится. Слабая защита сварочной ванны позволяет выполнить работу, но дает много пор.
- хорошая теплопроводность и низкая температура плавления материала создают еще одну трудность для сварки нержавеющей стали - выгорание легирующих элементов. Так, после нескольких месяцев, на свариваемом материале можно обнаружить следы коррозии [1]...
В результате выполнения дипломной работы проанализирован базовый вариант изготовления емкости для хранения молока ТХ-10В из стали AISI 304 (08Х18Н10), главными недостатками которого являются низкая производительность и зависимость качества сварных швов от умений сварщика. Для решения данной проблемы были рассмотрены другие способы сварки, приемлемые для данного изделия, и выбран способ автоматической сварки плавящимся электродом в среде аргона. Сделаны расчеты режима сварки. Подобрано новое технологическое оборудование для сборки и сварки. Разработана технология сборки-сварки емкости для хранения молока ТХ-10В по проектируемому способу. Рассчитана экономическая эффективность проектируемого способа, которая доказала, что проектируемый способ является экономически выгодным для производства (годовая прибыль возросла в 2 раза). Разработана программа переквалификации рабочих по профессии «Электросварщик на автоматических и полуавтоматических машинах» 4-го разряда, данную программу можно использовать в условиях производства.