ВВЕДЕНИЕ 6
1 Условия эксплуатации барабана транспортирующей матрицы 9
1.1 Характеристика основного металла барабана транспортирующей матрицы ... 12
1.1.1 Характеристика стали Ст 3сп, [3] 12
1.2 Выбор способа наплавки 13
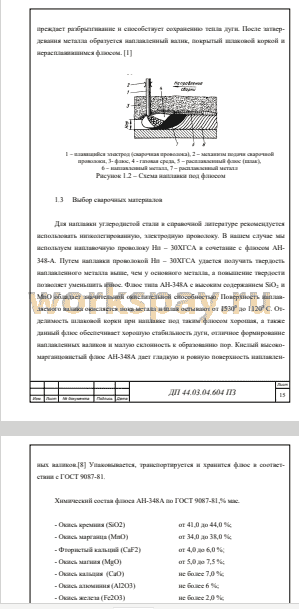
1.3 Выбор сварочных материалов 15
1.4 Расчёт параметров режима автоматической наплавки 18
1.5 Расчет химического состава наплавляемого металла 23
1.6 Определение склонности наплавляемого металла к образованию трещин 24
1.6.1 Определение склонности металла шва к образованию горячих трещин 24
1.6.2 Определение склонности металла шва к образованию холодных трещин .. 24
1.7 Определение склонности наплавляемого металла последующих слоев к
образованию трещин 25
1.8 Определение механических свойств наплавленного металла 27
1.9 Технологический процесс наплавки барабана транспортирующей матрицы .. 28
1.9.1 Подготовка барабана транспортирующей матрицы к наплавке 28
1.9.2 Подготовка установки к наплавке 29
1.9.3 Технологический процесс наплавки барабана транспортирующей матрицы 30
1.9.4 Контроль качества наплавки барабана транспортирующей матрицы 33
1.9.5 Механическая обработка наплавленной поверхности 33
1.10 Установка для наплавки 34
1.10.1 Устройство и принцип действия установки 34
1.10.2 Технические данные наплавочной установки 35
1.10.3 Работа электрической схемы 39
2 Технико-экономическое обоснование проекта 41
2.1 Технологические сведения изготовления и восстановления барабана транспортирующей матрицы 41
2.2 Затраты на годовую программу восстановления барабан транспортирующей
матрицы 42
2.3 Инвестиционные затраты на внедрение проектируемого варианта 46
2.4 Расчет экономической эффективности проекта 46
3 Методическая часть 49
3.1 Анализ Профессионального стандарта 50
3.2 Разработка учебного плана переподготовки по профессии «Оператор
автоматической сварки плавлением» 52
3.3 Разработка урока теоретического обучения 54
ЗАКЛЮЧЕНИЕ 60
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 61
В настоящее время особое значение приобрела проблема рационального использования всех имеющихся ресурсов сырья, материалов и электроэнергии. Повышение эффективности использования материальных ресурсов имеет большое значение, как для экономики отдельного предприятия, так и для государства в целом. От того насколько рационально и грамотно используются ресурсы зависит как развитие экономики в целом, так и ее отдельных секторов. Результативность использования материальных ресурсов обеспечивает увеличение объемов производимой продукции при тех же размерах материальных затрат, и даже меньших.
Одним из основных направлений в решении этой проблемы является применение наплавки для восстановления и упрочнения применяемого инструмента. Для увеличения долговечности рабочего инструмента возникает необходимость нанесения на его рабочую поверхность какого-либо износостойкого покрытия. Известно, что экономическая эффективность упрочнения инструмента и технологической оснастки определяется:
- уменьшением количества изготавливаемого и закупаемого инструмента и оснастки;
- уменьшением затрат, связанных с настройкой и переналадкой прессов, станков и другого оборудования, в связи с использованием более долговечного инструмента и оснастки;
- возможностью интенсификации режимов обработки и, соответственно, увеличения производительности труда при использовании упрочненного инструмента и оснастки.
Существуют различные способы нанесения на поверхность детали слоя металла. Наибольшее распространение получил способ автоматической электродуговой наплавки под слоем флюса. Перспективным является способ автоматической наплавки порошковой проволокой открытой дугой. Многими преимуществами обладает также широко распространенный способ автоматической наплавки в среде защитных газов.
Для восстановления быстроизнашивающихся деталей машин и механизмов с успехом применяют вибродуговую наплавку. Используется также электронно-лучевая и лазерная наплавка.
В данном дипломном проекте рассматривается вопрос восстановления барабана транспортирующей матрицы. В процессе эксплуатации барабан транспортирующей матрицы быстро изнашивается и его заменяют на новый. Учитывая го¬довой расход 60 шт/год, а стоимость (стоимость, по которой предприятие покупает барабан транспортирующей матрицы с учетом транспортных и общезаводских расходов) каждой составляет: 15000 руб/шт соответственно, предприятие несёт убытки.
В связи с этим была поставлена задача - разработать технологию восстановления барабана транспортирующей матрицы и оборудование для реализаций предлагаемой технологий с последующим применением его на предприятии.
Объектом разработки является технологический процесс наплавки барабана транспортирующей матрицы.
Предметом разработки является процесс наплавки барабана транспортирующей матрицы.
Целью дипломного проекта является разработка технологического процесса наплавки барабана транспортирующей матрицы с использованием автоматической наплавки под слоем флюса...
В данном дипломном проекте предложен и разработан процесс наплавки барабана транспортирующей матрицы под флюсом. Технологический процесс предполагает автоматическую дуговую наплавку под флюсом, используя две наплавочные проволоки, что впоследствии ускоряет работу и качество наплавленного слоя.
Подводя итог дипломному проекту, посвященному технологии восстановления рабочего элемента барабана транспортирующей матрицы мы пришли к следующим выводам:
-в целом предлагаемые мероприятия значительно решают вопрос экономии материальных ресурсов. Так как позволяют вторичное использование барабана транспортирующей матрицы.
-позволят значительно повысить эффективность деятельности предприятия.
Экономия на одной единице оснастки составит 4 635 рублей в год, при необходимом годовом расходе барабана транспортирующей матрицы 60 штук эко¬номический эффект определяется в размере 278 100 рублей. Срок окупаемости проекта 10 месяцев.
С экономической позиции внедрение в производственный процесс технологии наплавки предприятие обеспечит двух рабочих рабочими местами, приобретёт сварочное оборудование, применение которого позволит расширить производство и, на ряду с этим, получит прибыль в этом же году - 10 тысяч рублей, а следующем году прибыль составит не менее 165000 рублей.
Отдельный раздел посвящен методической части дипломного проекта. В котором разработана программа курсов повышения квалификации сварщиков по профессии «Сварщик на полуавтоматических и автоматических машинах» непосредственно на производстве. Что с экономической точки зрения наиболее эффективный показатель системы переподготовки кадров внутри производства.