Аннотация 3
ВВЕДЕНИЕ 6
АНАЛИЗ ИСХОДНЫХ ДАННЫХ О ДЕТАЛИ 8
1.1. Анализ исходных данных 8
1.2. Анализ рабочего чертежа детали «Наконечник» 9
1.3. Анализ технологичности конструкции детали 11
1.3.1. Качественный анализ технологичности 11
1.3.2. Количественный анализ технологичности 14
1.4. Анализ базового технологического процесса обработки детали
«Наконечник» 15
1.4.1. Анализ маршрута обработки детали 19
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 21
2.1. Определение типа производства 21
2.2. Выбор заготовки 22
2.3. Разработка технологических операций механической обработки детали
«Наконечник» 32
2.4. Выбор оборудования 36
2.4.1. Расчёт коэффициента загрузки оборудования 40
2.5. Выбор режущего и мерительного инструмента 41
2.6. Расчет припусков на механическую обработку 48
2.7. Выбор режимов резания 53
2.8. Расчет технических норм времени 54
3. РАЗРАБОТКА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ 59
3.1. Программирование в системе с ЧПУ 59
3.2. Разработка фрагмента управляющей программы 61
4. ЭКОНОМИЧЕСКИЙ РАЗДЕЛ 65
4.1. Исходные данные, необходимые для выполнения экономического расчета 65
4.2. Определение капитальных вложений 66
4.2.1. Затраты на подготовку и эксплуатацию управляющих программ 67
4.3. Расчет технологической себестоимости 68
4.3.1. Основная и дополнительная заработная плата производственных
рабочих 69
4.3.2. Заработная плата вспомогательных рабочих 71
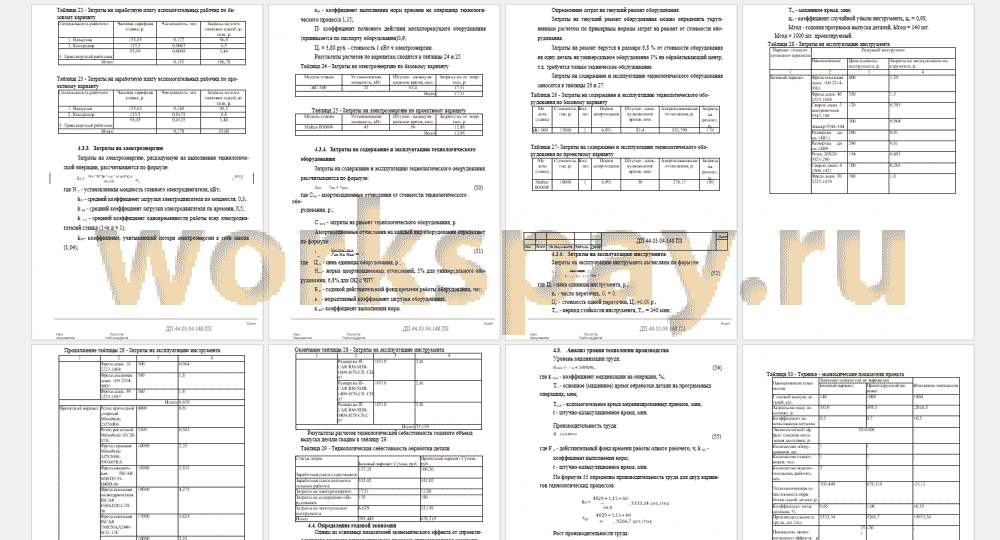
4.3.3. Затраты на электроэнергию 72
4.3.4. Затраты на содержание и эксплуатацию технологического
оборудования 73
4.3.5. Затраты на эксплуатацию инструмента 75
4.4. Определение годовой экономии 77
4.5. Анализ уровня технологии производства 78
5. МЕТОДИЧЕСКАЯ ЧАСТЬ 81
5.1. Анализ профессионального стандарта по профессии «Токарь» 82
5.2. Анализ профессионального стандарта по профессии Оператор - наладчик
обрабатывающих центров с ЧПУ 86
5.3. Анализ рабочей программы 89
5.4. Разработка урока теоретического плана занятия 91
ЗАКЛЮЧЕНИЕ 99
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 100
Приложение А. Перечень демонстрационного материала 103
Приложение Б. Управляющая программа механической обработки детали «Наконечник» 104
Приложение В. Фрагмент учебной программы 118
Приложение Г. Альбом технологической документации 121
В настоящее время вопрос развития промышленности и, в частности, машиностроения в России актуальная и наукоёмкая задача, но без развития производства и вложения в него средств предприятия существовать не могут. В связи с этим предприятия ищут возможности и средства для успешной работы и дальнейшего развития. Сейчас заметно стремление заводов максимально снижать себестоимость своей продукции, применять более высокопроизводительное оборудование и оснастку, оснащать станки промышленными роботами. Вырос выпуск и ввод в эксплуатацию автоматов роботов, автоматизированных поточных линий, металлорежущих станков и обрабатывающих центров с ЧПУ. Повышение качества продукции является непрерывным условием решения проблем качества.
Деталь "Наконечник" служит направляющей в конвейере для хранения и транспортировки снарядов. Целью дипломного проекта является совершенствование технологии обработки на станках ЧПУ. Для достижения поставленной цели необходимо выполнить ряд задач, таких как: подобрать современное оборудование, высокопроизводительный режущий инструмент, надёжную оснастку. В условиях экономического кризиса необходимо использовать средства с максимальным эффектом, чтобы они смогли в будущем приносить наибольший доход, это касается всех машиностроительных предприятий.
В ходе проектирования технологического процесса для достижения цели необходимо решить следующие задачи:
1. Проанализировать исходные данные.
2. Усовершенствовать технологический процесс обработки детали «Наконечник».
3. Провести технологические расчеты: припусков, норм времени.
4. Разработать управляющую программу.
5. Провести экономические расчеты.
6. Разработать методическое обеспечение
В процессе проектирования внесены изменения в базовый технологический процесс, применено другое оборудование, технологическая оснастка, режущий инструмент. Вместо обрабатывающего центра ИС - 500, был взят обрабатывающий центр MULTUS B300W. Известно, что один станок с ЧПУ позволяет высвободить 3 - 4 станочника. Также применение этих станков позволяет применить многостаночное обслуживание, что повышает экономическую эффективность технологического процесса.
Сокращение количества станков привело к понижению затрат на электроэнергию. При проектировании соблюдены нормы техники безопасности. Применение централизованной уборки стружки и очистных сооружений повышает экологичность проекта.