ВВЕДЕНИЕ 7
1. ПРОИЗВОДСТВЕННАЯ ПРОГРАММА ЦЕХА 8
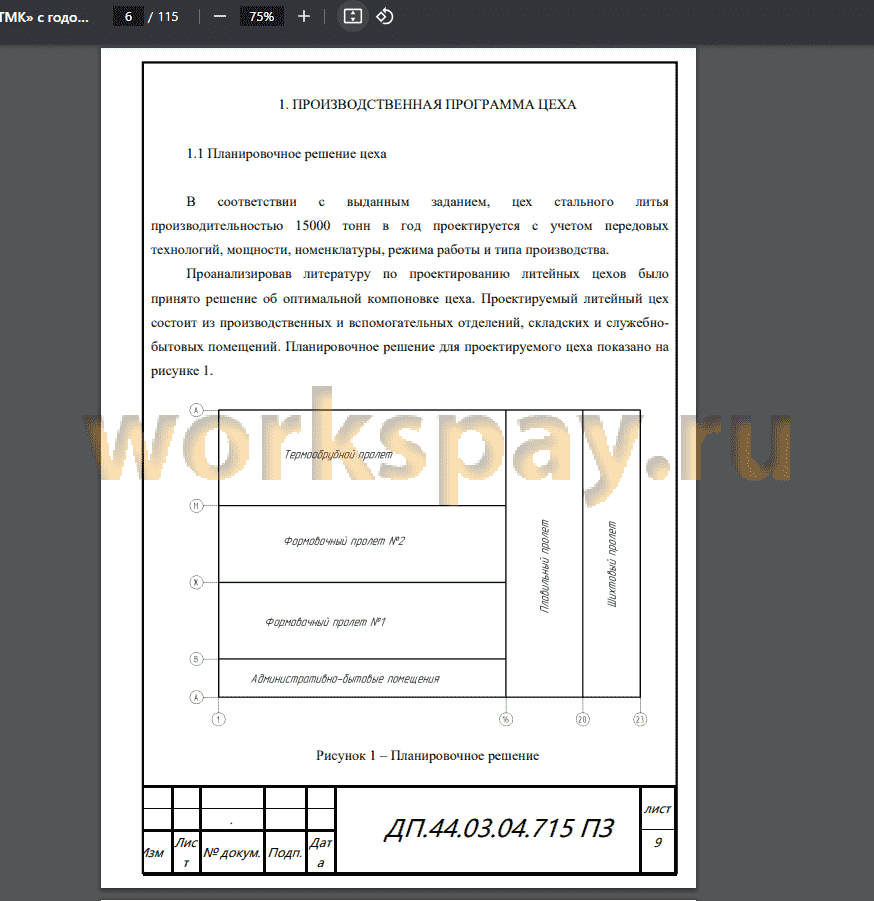
1.1 Планировочное решение цеха 8
1.2 Режим работы цеха 9
1.3 Расчет фонда времени работы оборудования 12
1.4 Производственная программа 12
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 14
2.1 Характеристика литой детали и условий ее службы 14
2.2 Материал отливки и его свойства 15
2.3 Выбор способа производства отливки 15
2.4 Выбор модельного комплекта 17
2.5 Формовочные, стержневые смеси и покрытия 19
2.6 Выбор положения отливки в форме и плоскости разъёма формы 21
2.7 Формовочные уклоны 23
2.8 Определение количества и конструкции стержней 23
2.9 Выбор прибыли и расчет ее размеров 25
2.10 Расчет времени заполнения формы 26
2.11 Подготовка форм и стержней, сборка и заливка форм 30
2.12 Дефекты отливок и контроль их качества 38
3. ВЫБОР И РАСЧЕТ КОЛИЧЕСТВА ОБОРУДОВАНИЯ 39
3.1 Плавильное отделение 39
3.2 Формовочно-заливочно-выбивное отделение 44
3.3 Стержневое отделение 47
3.4 Смесеприготовительное отделение 50
3.5 Т ермообрубное отделение 51
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ 60
5. ОХРАНА ТРУДА, ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ 75
5.1 Безопасность труда 75
5.1.1 Характер трудового процесса 76
5.1.2 Условия труда 77
5.2 Экологическая безопасность 84
5.2.1 Глобальные экологические проблемы современности 84
5.2.2 Анализ связей технологического процесса с
экологическими системами 85
5.2.3 Основные требования экологизации проекта 86
5.2.4 Существующие мероприятия по экологизации производства 87
5.2.5 Рекомендуемые мероприятия по экологизации производства 89
6. МЕТОДИЧЕСКАЯ ЧАСТЬ 94
ЗАКЛЮЧЕНИЕ 99
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 100
ПРИЛОЖЕНИЕ 102
Получение металлических изделий способом литья является одним из древнейших процессов обработки металлов. Его начало относят к бронзовому веку, за пять тысячелетий до нашей эры. Первые отливки изготовляли из сплавов меди с оловом, цинком, свинцом. Чугунное литье получило развитие в XIII веке.
Для создания машин, приборов, средств транспорта, бытовых устройств, деталей строительных конструкций и т. п. необходимы различные детали сложной конфигурации. Некоторые металлические изделия получают путем прокатки, ковки, прессования. Более сложные детали изготовляют на металлообрабатывающих станках резанием, фрезерованием, сверлением и другими операциями. В отдельных случаях прибегают к помощи сварки отдельных частей.
Но во многих случаях более простым способом получения сложных по форме изделий и более экономичным является отливка изделий в песчаные или металлические формы. При затвердевании металл приобретает очертания внутренней полости формы. В одних случаях литое изделие подвергают механической обработке, в других получают готовое изделие с высококачественной поверхностью.
Объем фасонных отливок в мире из всех сплавов составляет в настоящее время более 100 млн. т, масса литых деталей достигает 50% от массы машин. Двигатель внутреннего сгорания состоит, в основном, из литых деталей. Башни танков, траки гусениц, детали турбин самолетов, водопроводные трубы, радиаторы отопления и многое другое - все это литые изделия.
В дипломном проекте разработан литейный цех по изготовлению отливок из стали с производительностью 15000 тонн.
Для изготовления литейной формы используется V-процесс и Cold-box-процесс для изготовления стержней на оборудовании фирмы Laempe. Это дает возможность получения стержней и отливок высокой точности и с качественной поверхностью, автоматизации процесса, повышения производительности и уменьшения затрат в литейном производстве. Готовые отливки проходят обязательный контроль. Отработанная смесь проходит соответствующую обработку и возвращается в технологический процесс. Для осуществления всех операций технологического процесса было выбрано и рассчитано оптимальное количество оборудования и сделана планировка цеха с указанием всех технологических потоков.
Применение новых агрегатов и материалов в технологическом процессе позволили значительно снизить высокий процент брака, характерный для производства стального литья, и капитальные затраты на оборотные материалы. Специализация цеха на производстве среднего литья для нового металлургического оборудования повлияли на срок окупаемости предложенного проекта и не высокую рентабельность продукции. Поэтому такие цеха, в основном, входят в состав крупных заводов тяжёлого машиностроения, которые могут обеспечить повышенные капитальные затраты с не высоким уровнем капитало- и материалоотдачи.
Спроектированный цех стального литья отвечает всем требованиям строительным и санитарным нормам и правилам. Проведён комплекс работ по обеспечению безопасности труда персонала цеха, а также снижению вредного воздействия производства и его отходов на окружающую среду.