Литьё по выплавляемым моделям известно с глубокой древности, но активно используется в современной промышленности. Общий объём производства литых заготовок специальными способами литья в машиностроении не превышает 10%. Эта технология применяется главным образом для изготовления деталей высокой точности и сложной конфигурации, невыполнимых другими методами литья, например, лопатки турбин, роторы и корпусы насосов, гребные винты и т. п.
Литье по выплавляем моделям относится к точным видам литья, отливки, полученные таким способом, имеют высокую размерную точность и высокие показатели чистоты поверхности что позволяет получать отливки с минимальными припусками на дальнейшую обработку. Вследствие этого резко снижается объём и трудоемкость механической обработки. Как правило, обработки требуют лишь сопрягаемые поверхности, таким образом, точное литьё позволяет значительно сократить загрузку механообрабатывающих цехов, исключая из производственного цикла такие трудозатратные операции, как точение труднообрабатываемых металлов, обработка сложных поверхностей. Особое место литьё по выплавляемым моделям занимает в изготовлении деталей сложной геометрической формы, а также деталей из труднообрабатываемых сплавов. В этих случаях точное литьё практически не имеет альтернатив. Несмотря на большую энергозатратность и трудоёмкость процесса получения отливок по выплавляемым моделям, эта технология получения отливок имеет своего потребителя в разных отраслях промышленности. Значительную роль в формировании цены отливки играет серийность.
Как правило, пути сбыта бывают определены и не всегда есть возможность повышения числа заказов, и для снижения стоимости единицы годного литья работу следует вести по следующим направлениям:
1. Изготовление литейной формы с минимальными трудозатратами.
2. Объединение множеств однотипных моделей в блоки для
единовременной заливки металлом.
3. Возврат для повторного использования модельного состава, элементов литниковых систем.
4. Рациональное использование оборудования и производственных площадей.
5. Максимально возможная автоматизация труда.
6. Сокращение длительности технологического процесса получения моделей и форм.
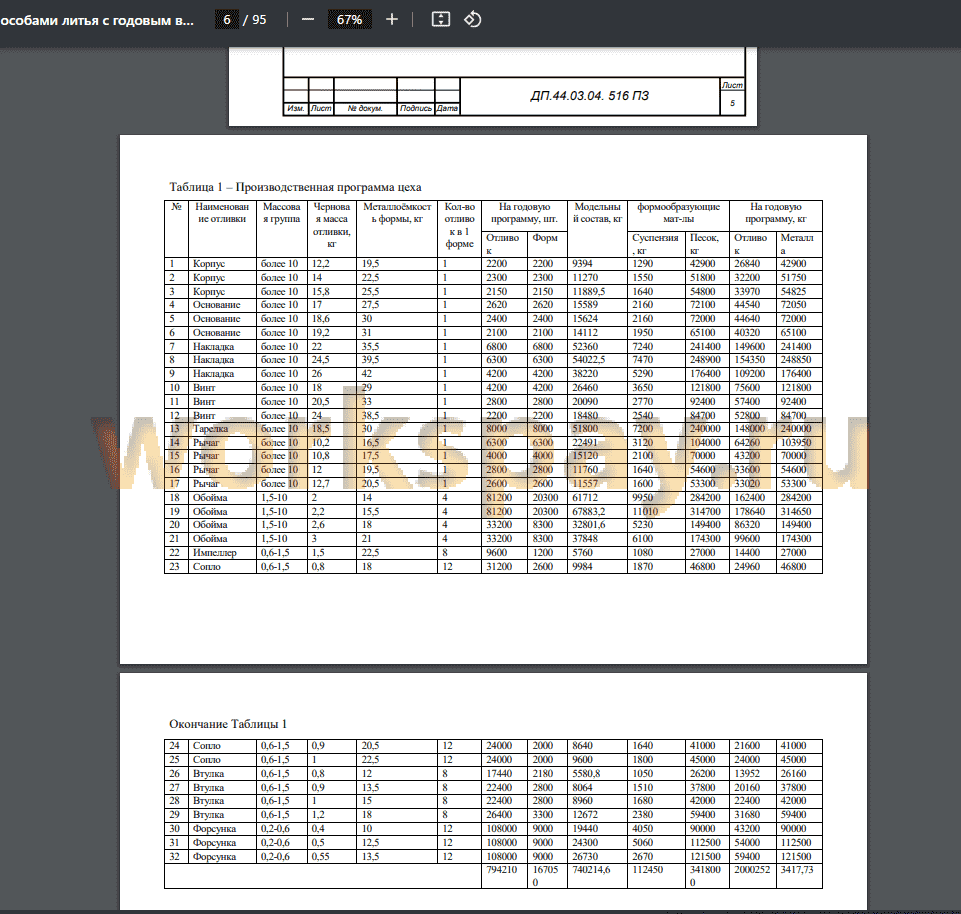
В данной работы был спроектирован цех литья по выплавляемым
моделям годовым выпуском 2000 тонн.
По представленной в проекте производственной программе, цех производит отливки от 400 гр, до 26 кг для различных предприятий машиностроения, приборостроения, энергетического комплекса. И имеет значительный потенциал к росту заказов и производственных мощностей. Технологический процесс в большинстве операций автоматизирован, доля ручного труда минимальна, что положительно сказывается на себестоимости продукции и позволяет получать стабильно высокое качество отливок.
Представленный цех имеет высокие показатели экологичности, за счёт отказа от ряда токсичных процессов, сопутствующим производствам подобного типа. Индукционные печи не оказывают большого влияния на атмосферу.
В методической части было составлено задание для контроля потенциальных работников цеха, по дисциплине основы материаловедения, в ходе их обучения в учреждении среднего профессионального образования.