Тема: РАЗРАБОТКА ТЕХНОЛОГИИ СБОРКИ И СВАРКИ ИЗДЕЛИЯ ТИПА «КОЛПАК»
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 6
1 Технологическая часть 9
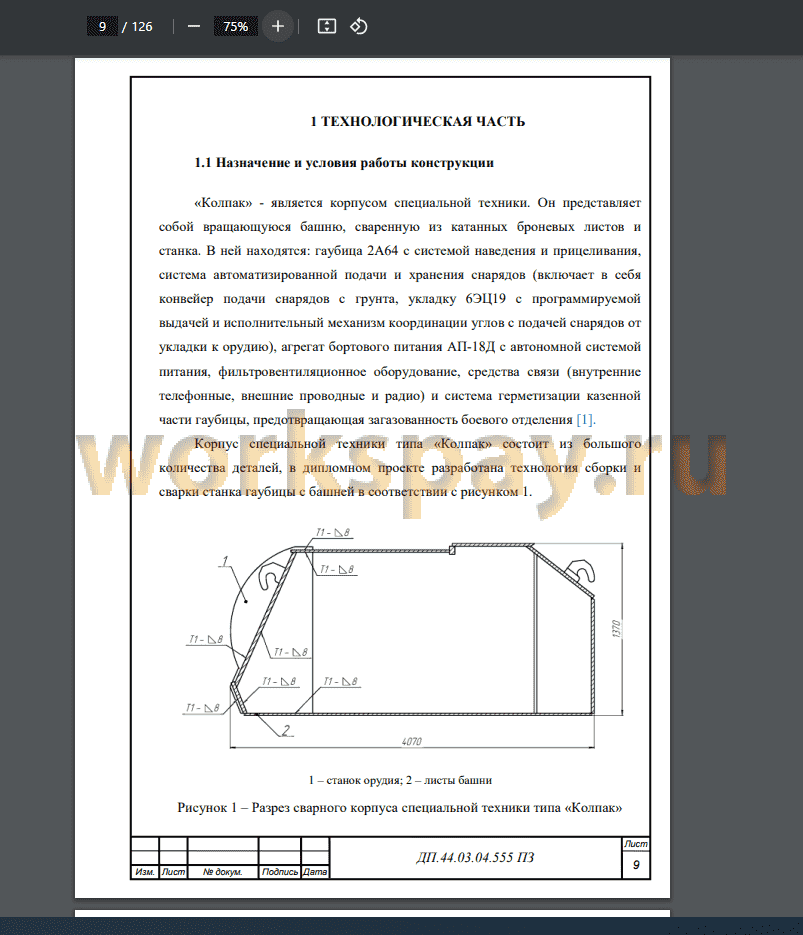
1.1 Назначение и условия работы конструкции 9
1.2 Характеристика материала изделия 11
1.3 Особенности сварки стали 20ХГСМН 15
1.4 Свариваемость стали 17
1.4.1 Общие сведения о свариваемости 17
1.4.2 Расчет на склонность к образованию холодных и горячих трещин ... 18
1.5 Выбор способа сварки 20
1.5.1 Сварка под флюсом 20
1.5.2 Сварка в защитных газах 24
1.6 Описание и выбор сварочных материалов 29
1.6.1 Выбор сварочной проволоки 29
1.6.2 Выбор защитного газа 30
1.6.3 Расчет режимов сварки 33
1.6.4 Расчет норматива расхода сварочных материалов 42
1.7 Технология сборки и сварки корпуса типа «Колпак» со станком орудия 46
1.7.1 Оборудование для сборки-сварки 52
1.7.2 Контроль качества сварных соединений 67
2 Экономическая часть 70
2.1 Определение капиталообразующих инвестиций 70
2.1.1 Определение технологических норм времени на сварку 70
2.1.2 Расчет количества оборудования, его загрузки и списочного
состава производственных рабочих 74
2.1.3 Расчет капитальных вложений 77
2.2 Определение себестоимости изготовления металлоконструкции 79
2.2.1 Расчет технологической себестоимости металлоконструкции 79
2.2.2 Расчет полной себестоимости изделия 88
2.3 Расчет основных показателей сравнительной эффективности 94
3 Методическая ЧАСТЬ 101
3.1 Сравнительный анализ Профессиональных стандартов 102
3.2 Разработка учебного плана переподготовки по профессии «Оператор
роботизированной сварки» 107
3.3 Разработка учебной программы предмета «Спецтехнология» 109
3.4 Разработка плана - конспекта урока 110
Заключение 116
Список использованных источников 118
Приложение А - Лист задания для выполнения ВКР 125
Приложение Б - Спецификация ДП 44.03.04.555 126
📖 Введение
Актуальность темы дипломного проекта обусловлена тем, что роботизированные сварочные комплексы является технически сложным оборудованием, что несомненно вызывает некоторые проблемы: в выборе оборудования, его компоновке, назначении. Достаточно остро стоит проблема и с промышленными рабочими осуществляющими эксплуатацию этого оборудования. Все это усугубляется еще и малой долей литературы на русском языке, а все мировые лидеры в производстве роботизированных сварочных систем являются иностранными компаниями.
Целью дипломного проекта является создание варианта производства корпуса специальной техники типа «Колпак» с высокой производительностью труда, снижению трудоёмкости и себестоимости изготовления изделия, улучшения условий труда и увеличения, в нужный момент, выпуска производимых изделий, с наименьшим количеством привлекаемых квалифицированных сварщиков, а также переподготовка сварщиков частично механизированной сварки в операторов роботизированной сварки.
Объектом разработки является технология изготовления корпуса специальной техники типа «Колпак» и разработка программы переподготовки сварщиков.
Предметом разработки является процесс сборки и сварки корпуса специальной техники типа «Колпак» и Профессиональные стандарты на профессии сварщика и оператора роботизированной сварки.
Для успешного достижения поставленной цели необходимо решить следующие задачи:
1. Изучить характеристики материала изделия с учетом свариваемости. Проанализировать условия эксплуатации конструкции;
2. Обосновать выбор способа сварки изделия и сварочных материалов;
3. Разработать технологию сборки и сварки указанного изделия;
4. Провести и проанализировать экономический расчёт;
5. Разработать программу переподготовки сварщиков.
Гипотеза: Предполагается, что если осуществить внедрение технологии роботизированной сварки корпуса, то возрастет эффективность работы сварочного производства предприятия.
В процессе написания дипломного проекта проведен анализ научной литературы, монографий, методических разработок, пособий и материалов специализированных изданий, нормативной документации.
Теоретическую основу дипломного проекта составляют труды российских ученых таких как, Патон Б.Е., Потапьевский, А.Г., Алешин Н.П., Акулов А.И., Волченко В.Н., Гладышев С.А., Григорян В.А. и др.
Технология производства, разработанная на страницах данного дипломного проекта, имеет практическую ценность. С её помощью сокращается время процесса сварки изделий, уменьшается расход сварочной проволоки, сокращается разбрызгивание и набрызгивание сварочной проволоки, что улучшает вид и качество сварных швов, сокращается численность рабочего персонала, улучшаются условия труда, снижается техническая себестоимость произведенной продукции.
Дипломный проект состоит из введения, трех глав, заключения, списка используемых источников.
Первая глава является технологической частью проекта, она раскрывает назначение изделия, характеристики и особенности сварки материала конструкции, технологию сборки и сварки корпуса специальной техники типа «Колпак» со станком орудия. Приводятся методики расчета режимов сварки, нормативов сварочных материалов и оборудования роботизированной сварки.
Во второй главе исследуются базовая и проектируемая технология сварки изделия с экономической точки зрения. Определяются нормы времени на сварку, количество требуемого оборудования и численность производственных рабочих. Рассчитывается технологическая и полная себестоимость изделия. Анализируется эффективность базовой и проектируемой технологии сварки конструкции.
В третей главе сравниваются профессиональные стандарты по профессиям «Сварщик частично механизированной сварки» с «Оператором роботизированной сварки». Разрабатывается учебный план, программа предмета спецтехнологии, план-конспект урока «Состав и назначение входящего оборудования в робототехнический комплекс дуговой сварки», для переподготовки сварщиков частично механизированной сварки в операторов роботизированной сварки.
В заключении подводятся итоги разработки технологического процесса, формируется окончательные выводы.
✅ Заключение
В экономической части дипломного проекта произведена оценка экономической эффективности от внедрения проектируемого варианта производства. Предложенный в проекте технологический способ сварки металлоизделия является экономически эффективным за счет снижения технологической себестоимости и уменьшения численности обслуживающего персонала, влияющих на себестоимость продукции.
В методической части дипломного проекта были проанализированы Профессиональный стандарт «Сварщик-оператор полностью
механизированной, автоматической и роботизированной сварки» (код 40.109, рег.№ 664, Приказ Минтруда России № 916н от 01.12.2015 г., зарегистрирован Минюстом России 31.12.2015 г., рег. № 40426), по профессии «Оператор роботизированной сварки» 3 разряда и Профессиональный стандарт «Сварщик» (код 40.002, рег. № 14, приказ Минтруда России № 701н от 28.11.2013 г., зарегистрирован Минюстом России 13.02.2014г., рег. № 31301) по профессии «Сварщик частично механизированной сварки плавлением» 4-го разряда.
Разработан учебный план переподготовки рабочих по профессии «Сварщик частично механизированной сварки плавлением» на основании анализа профессиональных стандартов. Разработан тематический план и план конспект урока по теме: «Состав и назначение входящего оборудования в робототехнический комплекс дуговой сварки».
Исходя из вышесказанного, можно сделать вывод, что подобранное оборудование и разработанная технология позволяет повысить производительность труда, снизить трудоёмкость процесса изготовления изделия, обеспечить снижение себестоимости, улучшить условия труда, а также увеличить, в нужный момент, выпуск производимых изделий с помощью эксплуатацией робота в 2-3 смены, не прибегая к увеличению численности квалифицированных сварщиков.
📕 Список литературы
🖼 Скриншоты