Аннотация
ВВЕДЕНИЕ 5
1 Технологический раздел 7
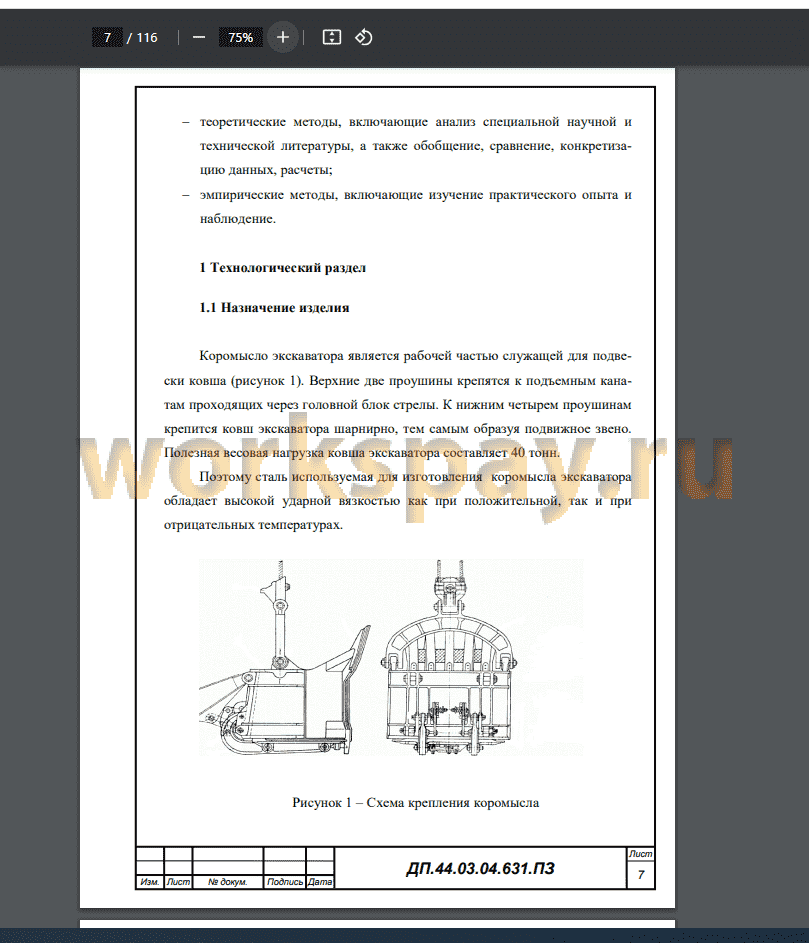
1.1 Назначение изделия 7
1.2 Анализ сварной конструкции коромысла 8
1.3 Материал изделия 9
1.4 Особенности сварки стали 10ХСНД 10
1.5 Склонность к трещинообразованию стали 10ХСНД 12
1.5.1 Склонность стали к ГТ по показателю Уилкинсона 12
1.5.2 Склонность стали к ХТ 13
1.5.2.1 Оценка ХТ по эквиваленту углерода 13
1.6 Способы сварки 14
1.6.1 Ручная дуговая сварка 14
1.6.2 Автоматическая сварка под слоем флюса 15
1.6.3 Механизированная сварка в защитных газах 19
1.6.4 Автоматическая сварка в среде защитных газов 21
1.6.5 Смеси защитных газов 25
1.6.6 Преимущества и недостатки автоматической сварки 26
1.7 Изменение технологического процесса 27
1.8 Выбор сварочного материала 28
1.9 Расчет режимов и геометрических параметров сварных
соединений 31
1.9.1 Выбор типа соединений 31
1.10 Выбор основного сварочного оборудования 45
1.10.1 Сварочный робот QRC-320 45
1.10.2 Источник питания QINEO® STEP 600 47
1.10.3 Выбор заготовительного и сборочного оборудования 48
1.10.4 Двухосевой позиционер с наклоняемым двухстоечным вращателем 48
1.10.5 Сварочная колонна для сварочного робота 49
1.10.6 Оснастка 50
1.10.7 Станок термической резки металла с ЧПУ 53
1.10.8 Технология сварочного процесса 55
2 Экономический раздел 65
3 Методический раздел 88
3.1 Сравнительный анализ Профессиональных стандартов 89
3.2 Разработка учебного плана переподготовки по профессии
«Сварщик-оператор полностью механизированной, автоматической и робатизированной сварки» 100
3.3 Разработка учебной программы предмета «Специальная
технология» 102
3.4 Разработка плана - конспекта урока 103
ЗАКЛЮЧЕНИЕ 110
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 111
Приложенае А. Лист задания 114
Приложенае Б. Спецификация 115
Карьерный гусеничный экскаватор предназначен для разработки и погрузки в транспортные средства полезных ископаемых и пород вскрыши на открытых горных работах, а также для отвал - образования и погрузочных работ на складах и в схемах циклично-поточной технологии.
В зависимости от категории разрабатываемых пород, работы производятся без предварительного рыхления или с предварительным рыхлением взрывом.
Экскаваторы выпускаются для различных климатических условий. Все механизмы экскаваторов представляют собой законченные технологические узлы, что позволяет вести ремонт экскаваторов агрегатным методом.
В процессе эксплуатации экскаваторов в различных забоях угольных и железорудного карьеров ЭГК-18 зарекомендовал себя надежной производительной машиной.
Производство коромысла экскаватора механизировано. Процесс сварки осуществляется с помощью менее производительных и плохих по условиям работы сварщиков способов сварки - механизированная сварка.
Актуальным становится внедрение и замена этого способа на автоматическую сварку в среде защитных газов, что повлечет улучшение санитарно-гигиенических условий труда рабочих, снижение трудоемкости процесса изготовления, повышение производительности труда, уменьшение экологической опасности производства.
Объектом разработки является технологический процесс изготовления коромысла экскаватора ЭКГ-18.
Предметом разработки является процесс сборки и сварки коромысла экскаватора ЭКГ-18.
Целью дипломного проекта является разработка технологического процесса изготовления коромысла экскаватора ЭКГ-18 с использованием автоматической и механизированной сварки.
Для достижения поставленной цели необходимо решить следующие задачи:
• проанализировать базовый вариант изготовления коромысла экскаватора ЭКГ-18;
• подобрать и обосновать проектируемый способ сварки металлоконструкции;
• провести необходимые расчеты режимов сварки;
• выбрать и обосновать сварочное и сборочное оборудование;
• разработать технологию сборки-сварки коромысла экскаватора;
• провести расчет экономического обоснования внедрения проекта;
• разработать программу подготовки электросварщиков для данного вида сварки.
Таким образом, в дипломном проекте в технологической части на основе анализа базового варианта будет разработан проектируемый вариант технологического процесса изготовления коромысла экскаватора ЭКГ-18, включающий автоматическую сварку и механизированную сварку в среде защитного газа.
В экономической части - приведено технико-экономическое обоснование данной разработки;
Методическая часть - посвящена проектированию программы подготовки сварщиков, которые могут осуществлять спроектированную технологию производства коромысла экскаватора ЭКГ-18.
В процессе разработки дипломного проекта использованы следующие методы:
• теоретические методы, включающие анализ специальной научной и технической литературы, а также обобщение, сравнение, конкретизацию данных, расчеты;
• эмпирические методы, включающие изучение практического опыта и наблюдение.
В ходе работы над дипломным проектом был разработан технологический процесса сборки и сварки коромысла с использованием автоматической сварки.
Были достигнуты поставленные задачи:
• проанализирован базовый вариант изготовления коромысла;
• подобран и обоснован проектируемый способ сварки коромысла;
• проведены необходимые расчеты режимов сварки;
• выбрано и обосновано сварочное и сборочное оборудование;
• разработана технология сборки-сварки коромысла;
• проведены расчет экономического обоснования внедрения проекта;
-разработана программа подготовки электросварщиков на автоматических и полуавтоматических машинах.Таким образом, в дипломном проекте в технологической части на основе анализа базового варианта разработан проектируемый вариант технологического процесса по замене механизированной сварки на автоматическую сварку в среде защитного газа.
В экономической части - приведено технико-экономическое обоснование данной разработки; методическая часть - посвящена проектированию программы подготовки сварщиков, которые могут осуществлять спроектированную технологию сборки и сварки узлов коромысла.