Тема: Напыление коррозионностойких покрытий сварных швов магистральных газопроводов
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
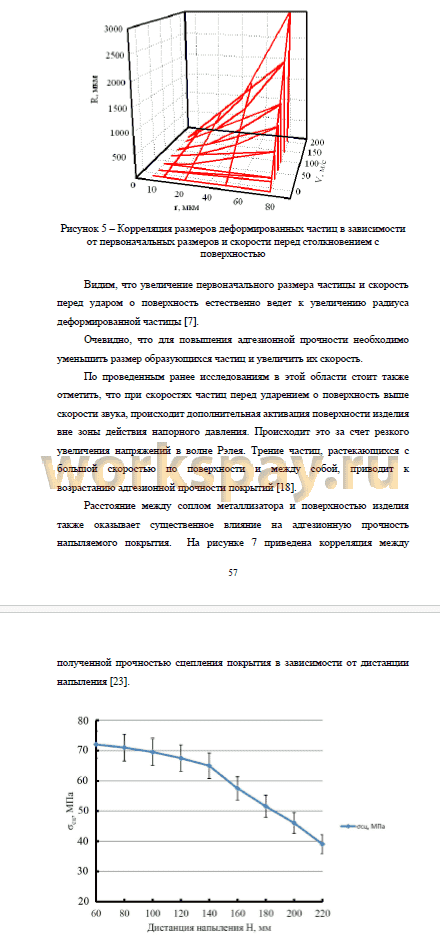
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 4
1 Общие сведения и понятия о коррозии и защите трубопроводов 8
1.1 Почвенная коррозия 8
1.1.1 Опасность почвенной коррозии для магистральных
газопроводов 10
1.1.2 Анализ дефектов по результатам отчета ВТД участка МГ
«Челябинск-Петровск», Ду 1400, 610-778 км 13
1.2 Обзор и анализ методов получения защитных
коррозионностойких покрытий 15
1.2.1 Методы получения наружной противокоррозионной защиты
современными изоляционными материалами 15
1.2.2 Методы нанесения защитных металлических
коррозионностойких покрытий 19
1.2.3 Холодный способ нанесения защитного покрытия 19
1.2.4 Горячий способ нанесения защитного покрытия 20
1.2.5 Холодное газодинамическое напыление 21
1.2.6 Газопламенное и плазменное нанесение защитного покрытия 22
1.2.7 Электродуговая металлизация 23
1.3 Анализ наиболее применимых методов и оборудования нанесения защитных металлических коррозионностойких покрытий на сварные соединения магистрального газопровода 27
1.3.1 Обоснование необходимости защиты сварного соединения
после сварки 27
1.3.2 Оборудование газопламенного нанесения защитного покрытия 30
1.3.3 Оборудование электродуговой металлизации 30
1.4 Обоснование выбора оборудования и технологии нанесения коррозионностойких покрытий на сварное соединение в трассовых условиях 31
1.4.1 Требования к мобильности оборудования 31
1.4.2 Требования по безопасности и надежности эксплуатации
оборудования 32
1.4.3 Выбор наиболее подходящей технологии и оборудования для
34
защиты сварных швов и околошовной зоны МГ
2 Разработка комплексной технологии нанесения коррозионностойких
покрытий кольцевых швов магистральных газопроводов 36
2.1 Анализ и выбор присадочных материалов для напыления на
сварное соединение методом электродуговой металлизации 36
2.1.1 Характеристики защищаемых поверхностей для нанесения
коррозионностойкого покрытия 37
2.1.2 Выбор наиболее подходящего состава материала защитного
покрытия 38
2.1.3 Условия проведения и свойства материала покрытия 41
2.2 Подготовка поверхности сварного шва и околошовной зоны
перед напылением 43
2.3 Напыления защитного покрытия на поверхность сварного шва и
околошовной зоны 49
2.4 Контроль качества металлизационных покрытий 53
3 Зависимость сплошности, пористости и адгезионной прочности
нанесенных покрытий от скорости вылета, и размера напыляемых 56
частиц
3.1 Условия получения максимально прочного адгезионного
покрытия 56
3.2 Способы повышения качества получаемых покрытий 58
Заключение 68
Список используемой литературы и используемых источников 71
📖 Введение
ООО «Газпром трансгаз Самара» на данный момент обслуживает более 4500 километров газопроводов, расположенных от границы Татарстана до Саратовской области, в том числе с системой газораспределительных и компрессорных станций.
В настоящее время магистральная часть газотранспортной системы, которая была проложена в начале 80-х годов, требует проведения работ по капитальному и текущему ремонту.
Для выполнения работ по восстановлению технических характеристик газопровода и приведение их в соответствие с нормативными значениями, необходимо выполнить значительный объем работ по капитальному ремонту с заменых труб, имеющих недопустимые дефекты, на новую в заводской изоляции.
Необходимо выполнить эту работу так, чтобы ресурс вновь проложенного магистрального газопровода оказался максимальным и вложенные капитальные затраты были реализованы в полной мере.
Основными задачами ставятся качественное выполнение всего комплекса подготовительных и сварочных работ, а также мероприятий по поддержании газопроводов в исправном состоянии. Для реализации этих задач должны быть применены в том числе и эффективные способы защиты газопроводов от коррозионных воздействий окружающей среды.
Как показывают данные результатов внутритрубной диагностики, основными дефектами, наиболее опасными и требующими кратчайшего проведения ремонта, являются коррозия и аномалии кольцевых швов магистральных газопроводов. Дефекты в основном металле трубы встречаются значительно реже и чаще всего имеют аномалию, вызванную нарушением технологии производства этих труб. Также их категория опасности ниже, что позволяет дальше эксплуатировать газопровод до перехода дефектов в категорию опасных и подлежащих исправлению в ближайшие сроки.
Накопленная статистика дефектов показывает, что именно зоны сварных соединений труб, СДТ и ЗРА являются наиболее подверженными коррозии, особенно это касается газопроводов, проложенных в земле с высоким уровнем грунтовых вод, обводненных участках и при пересечении водных преград. Возможность повышенной коррозии сварных соединений обусловлена разным составом и структурой металла шва и основного металла трубы в зоне сварки, что при наличии коррозионно-активных агентов (кислорода и воды) могут стимулировать активное образование электрохимическое коррозии и концентрации особо опасных язвенных образований.
После проведение ремонтных мероприятий наступает не менее важный этап подготовки и нанесения изоляции отремонтированных участков. Этот этап незаслуженно отнесен к второстепенным работам в нашем Обществе. Однако, именно качество подготовки и защиты сварных соединений напрямую влияет на срок службы и безопасность эксплуатации газопровода. После выполнения сварки необходимо обеспечить качественное выполнение всего объема работ по подготовке поверхности перед нанесением защитного покрытия на сварное соединение, а также выполнить нанесение в соответствии с технологией.
...
✅ Заключение
коррозионностойких покрытий сварных швов магистральных газопроводов. Проведена оценка рисков возможных аварийных ситуаций по разгерметизации магистральных газопроводов.
Определено, что для повышения срока эксплуатации и надежности нефтегазопромыслового оборудования, эффективным способом защиты от коррозии сварных швов в трассовых условиях, является напыление покрытий методом электродуговой металлизации.
Определена возможность применения оборудования ручной дуговой металлизации кольцевых сварных швов после проведения ремонта линейной части МГ, а также ремонта наружной поверхности труб. Целесообразность применения электродуговой металлизации
подтверждается повышением коррозионных свойств сварных соединений труб. Применение оборудования возможно в различных условиях эксплуатации магистральных газопроводов.
Получение качественного покрытия и хорошую адгезию металлов невозможно получить без качественной подготовки поверхности изделия к электродуговой металлизации. Из рассмотренных способов подготовки поверхности обеспечивающий наиболее эффективное удаление загрязнений и заданную шероховатость поверхности явилось применение дробеструйной обработки.
Сверхзвуковая металлизация со скоростью воздушного потока до 500 м/с позволяет получить частицы проволоки Zn85/Al15 размером менее 20 мкм. А это значит, что покрытие будет формироваться из частиц металла меньшего размера по сравнению с электродуговой металлизацией на скоростях воздушного потока до 300 м/с.
Покрытие из цинк-алюминия повышает коррозионную стойкость металла трубы в 10:30 раз в кислотных и соляных средах.
Для обеспечения наибольшей прочности сцепления наносимого покрытия с поверхностью необходимо выдерживать расстояние от сопла металлизатора до обрабатываемой поверхности не более 140 мм.
Оптимальный угол для нанесения покрытия, который должен быть соблюден, составляет 90° к обрабатываемой поверхности.
Окисление частиц напыляемого металла и поверхности изделия резко снижают прочность сцепления напыленного слоя и обрабатываемой поверхности. Для снижения этого эффекта необходимо ограничить ток до минимально возможного для распыления.
Пористость в покрытие присутствует и полностью избавиться от нее не удается. Для снижения значения пористости к минимуму необходимо увеличивать скорость транспортирующего потока воздуха из сопла металлизатора до диапазона 350-500 м/с.
Увеличение скорости воздушного потока позволяет значительно уменьшить размер напыляемых частиц металла. Это позволяет защитить поверхность частиц от преждевременного окисления, а обрабатываемую поверхность от окисления в процессе металлизации. Тем самым можно обеспечить более высокие физико-технологические свойства напыляемых покрытий.
Установлено, что на стойкость образцов оказывает влияние не только вид покрытия, но и его толщина, а, следовательно, пористость, уровень остаточных напряжений и адгезионная прочность.
Метод электродугового напыления применительно к трубам позволяет утверждать о его перспективности для нанесения антикоррозионных покрытий на внешние поверхности магистральных и промысловых газопроводов.
Экспериментально доказано, что методом электродуговой металлизации можно получить покрытия с хорошими прочностными характеристиками и низкой пористостью, применяю в качестве напыляемого материала смесь металлов цинка и алюминия.
Установлено, что металлизация цинк-алюминием (5 = 250...300 мкм) и последующая изоляция сварных соединений термоусаживающими полимерных манжетами обеспечивает более длительную и надежную защиту от коррозии.
Технология электродугового напыления является наиболее эффективным способом нанесения коррозионностойких покрытий на сварные соединения газопроводов. Доказала необходимость применения для увеличения срока их эксплуатации и снижение затрат на ремонт и обслуживание за счет повышения коррозионной стойкости сварных соединений.
Рассмотренная технология нанесения антикоррозионных покрытий открывает большие возможности для защиты магистральных и промысловых газопроводов от коррозии с целью повышения их надежности и экологической безопасности.
В дальнейшем необходимо нарастить опыт практического применения данной технологии и провести исследования на реальных объектах газотранспортной системы.
📕 Список литературы
🖼 Скриншоты