Тема: Технологический процесс изготовления пуансона пресс-формы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 5
1 Анализ исходных данных 7
1.1 Анализ назначения детали 7
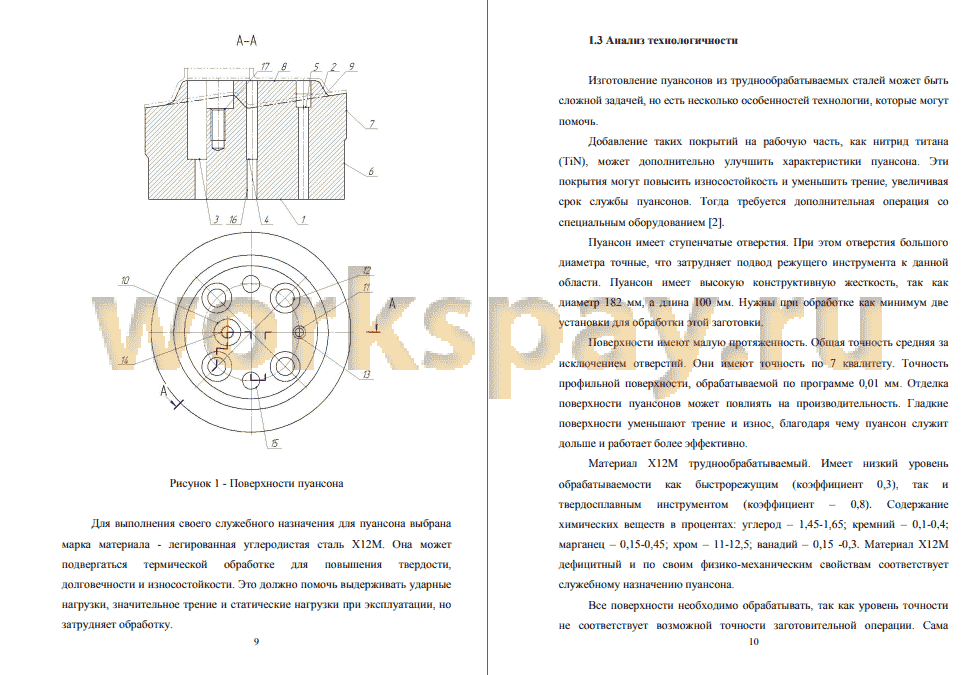
1.3 Анализ технологичности 10
1.4 Задачи работы 11
2 Разработка технологии 12
2.1 Тип производства 12
2.2 Выбор заготовки 12
2.3 Проектирование заготовки 14
2.4 Выбор технологических баз 17
2.5 Разработка маршрута 17
2.5 Выбор средств оснащения 22
2.7 Проектирование операции 24
3 Разработка оснастки 34
3.1 Проектирование приспособления 34
3.2 Проектирование инструмента 38
4 Экологичность и безопасность проекта 40
5 Экономическая эффективность работы 45
Заключение 50
Список используемых источников 51
Приложение А Технологические карты 55
Приложение Б Спецификация приспособления 64
Приложение В Спецификация инструмента 66
📖 Введение
Технологический процесс состоит из ряда этапов. Они называются технологическими операциями. Начальным этапом технологии изготовления является получение исходного сырья и подготовка его для обработки. Это относится к области металлургического производства, если говорить об изготовлении деталей из легированных углеродистых сталей и сплавов, а также чугунов.
После подготовки исходного сырья оно используется на заготовительном этапе в технологических процессах изготовления деталей. Заготовительный этап имеет различные технологические способы для формирования исходной заготовки. Это полуфабрикат, из которого уже удалением припусков и напусков на металлорежущих станках получают требуемое показатели, указанные на рабочей конструкторской документации.
При формировании исходной заготовки основными способами являются литье, а также обработка металлов давлением. В зависимости от типа производства эти способы могут различаться. В единичном или мелкосерийном производствах используют более простой способ свободной ковкой, где течение металла неограниченно. Поэтому форма и точность получаемых заготовок не отличаются высокой точностью, припуски на обработку значительные.
Для снижения стоимости обработки применяют более точные способы получения штамповок. Для этого необходимо использовать прессовую оснастку. Внутри данных элементов течение металла ограничено, и форма заготовки получается более похожей на форму готовой детали. Такой процесс деформирования сопровождается значительными нагрузками, силой трения и выполняется при высоких температурах исходных полуфабрикатов. Условия работы пресс-форм являются тяжелыми. При этом из-за больших нагрузок при деформировании материалов, для повышения износостойкости для прессовой оснастки выбирают материалы с высокими физико-механическими свойствами. Кроме этого, для повышения износостойкости применяют высокую твердость поверхностного слоя. Все это делает детали прессовой оснастки с точки зрения технологии их изготовления проблемными.
Современное производство является кастомизированным. Это значит учет требований заказчика к продукции при ее проектировании. Первая ключевая задача - понять требования заказчика к рассматриваемой детали, ее характеристикам. Это включает в себя изучение технического чертежа, используемых материалов, допусков по размерам и требуемой отделки поверхности....
✅ Заключение
В первом разделе выполнен анализ условий работы пуансона, обоснованность технических требований на чертеже условиям работы. Для пуансона выполнен анализ технологичности. Он показал, что деталь имеет сразу несколько нетехнологичных элементов. Это трудно обрабатываемый материал Х12М с системой точно скоординированных ступенчатых отверстий высокой точности. Также сложно профильная поверхность с высокими требованиями по шероховатости и высокие требования по твердости.
Для объема выпуска в количестве 100 деталей в год и массе 17,5 кг выбран мелкосерийный тип производства. Для мелкосерийного типа производства выбрана исходная заготовка из листового проката. После отрезки выполняется черновая обработка по контуру со снятием напусков для формирования общего контура детали. В качестве оборудование используется автоматизированный фрезерно-сверлильно-расточной станок. На нем заготовка устанавливается в патроне с заменяемыми кулачками. Это позволяет обеспечить установку заготовки на станке при значительном изменении ее формы. На операции выполняется чистовое и тонкое фрезерование, обработка осевым инструментом ступенчатых высокоточных отверстий. Для удаления дефектов после механической обработки используется слесарная операция. После термообработки предусматривается моечная и контрольная операции.
Для надежного и точного закрепления пуансона на операции предлагается разработанный патрон и инструмент - сборная фреза с закругленной режущей. Технология обеспечивается мерами по защите окружающей среды и охране труда. Предлагаемая конструкция инструмента рассчитана по экономическому эффекту в соответствующем разделе.
📕 Список литературы
🖼 Скриншоты