Тема: Повышение энергоэффективности установки дегидрирования изобутана на примере цеха ИИФ БК-2 ООО «Тольяттикаучук»
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 4
1 Теоретическая часть 6
1.1 Процесс каталитического дегидрирования изобутана в изобутан-изобутиленовую фракцию 6
1.2 Обзор разработок повышения эффективности работы катализаторов в
процессе дегидрирования 13
1.3 Предложение по улучшению процесса дегидрирования цеха ИИФ БК-2 ООО
«Тольяттикаучук» за счет замены катализатора 18
1.4 Предложение замены котла-утилизатора для увеличения
энергоэффективности использования вторичных энергоресурсов в процессе дегидрирования цеха ИИФ БК-2 ООО «Тольяттикаучук» 21
1.5 Краткая характеристика технологического процесса 24
2 Расчетная часть 29
2.1 Расчет материального баланса существующего процесса дегидрирования
изобутана в присутствии катализатора ИМ-2201 29
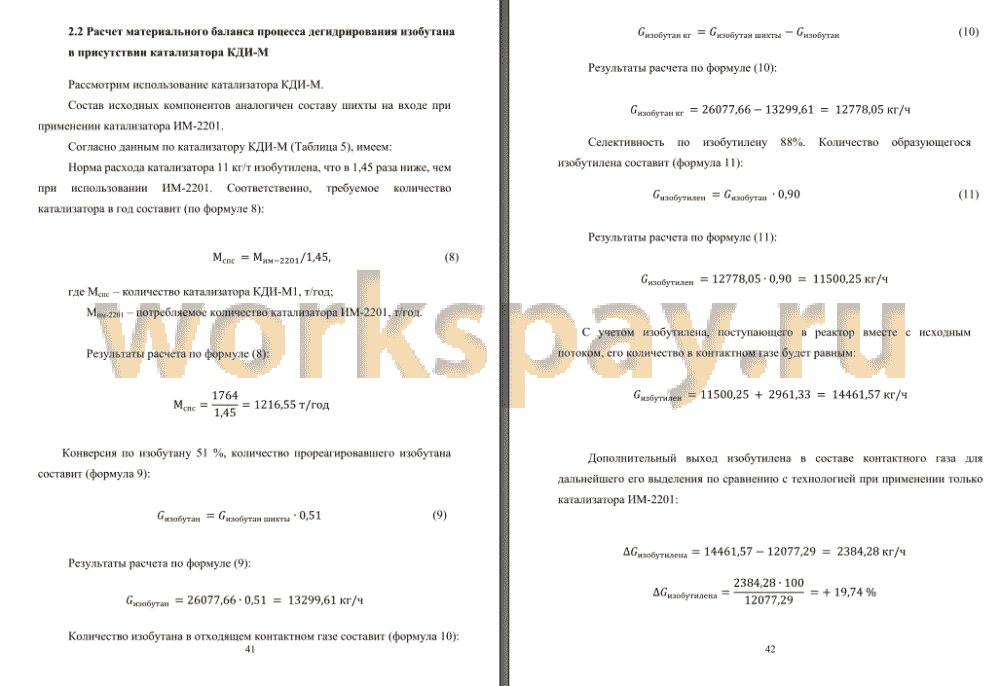
2.2 Расчет материального баланса процесса дегидрирования изобутана в
присутствии катализатора КДИ-М 41
2.3 Расчет котла - утилизатора для процесса охлаждения дымовых газов 46
Заключение 57
Список используемой литературы и используемых источников 58
Приложение А Схема дегидрирования изобутана цеха ИИФ БК-2 63
Приложение А Схема распределения материальных потоков дегидрирования изобутана установки БК-2 64
Приложение В Справочные материалы 65
📖 Введение
Проектная мощность составляет сто тысяч тонн изобутилена в год. Фракция изобутан-изобутиленовая — это промежуточный продукт при получении изобутилена. Изобутилен, содержащийся во фракции, используется в производстве бутилкаучука и полиизобутилена как мономер в производстве изопрена, и как сырьё для производства метил-трет-бутилового эфира. Процесс получения фракции разработан МИИМСК г. Ярославль.
Установка БК-2 предназначена для дегидрирования изобутана в изобутилен в «кипящем» слое катализатора. Далее контактный газ с установки БК-2 поступает на выделение ИИФ, получаемый разделением контактного газа способами охлаждения, конденсации, компримирования, абсорбции и ректификации. Процесс дегидрирования в «кипящем» слое алюмохромового катализатора был разработан ОАО «НИИ Ярсинтез» в начале 1960-х годов.
Целью бакалаврской работы является повышение эффективности установки дегидрирования изобутана путем снижения нормы расхода катализатора, а также увеличения использования тепла отходящих газов на примере цеха БК-2 ООО «Тольяттикаучук».
Наилучшими доступными технологиями, направленными на повышение энергоэффективности и оптимизации установки дегидрирования изобутана, а также сокращения ресурс потребления являются:
- увеличение времени работы катализаторов, снижение нормы расхода, обеспечение высокой степени конверсии сырья;
- снижение потребления энергоресурсов (тепла и пара), путем использования тепла отходящих газов.
«Одной из важнейших задач является использование вторичных энергетических ресурсов, как например, тепло отходящих газов в химической промышленности» [10].
Для этого применяются теплообменное оборудование. А наиболее ценными для утилизации тепла являются те теплоносители, которые обладают непрерывностью поступления, высоким температурным потенциалом, большой количественной концентрированностью.
Именно к ним и относится тепло отходящих газов при дегидрировании изобутана цеха БК-2 на предприятии ООО «Тольяттикаучук».
Для достижения поставленной цели необходимо решить следующие задачи:
- проанализировать технологию дегидрирования изобутана в цехе БК-2 ООО «Тольяттикаучук», вывить возможности модернизации установки;
- изучить данные научных разработок в области поставленных целей за последние 20 лет, выбрать возможные способы реализации целей;
- провести соответствующие расчеты, сделать выводы.
✅ Заключение
- изучена технология процесса дегидрирования изобутана цеха ИИФ БК- 2 ООО «Тольяттикаучук»;
- изучены данные разработок по повышению активности катализатора в реакции дегидрирования за последние 20 лет.
Для повышения эффективности установки дегидрирования изобутана, предложены:
- замена используемого катализатора ИМ-2201 на катализатор КДИ-М, которая позволит снизить его норму расхода в 1,45 раза, выход изобутилена в составе контактного газа для дальнейшего его выделения на пропущенное сырье возрастет на 2384,28 кг/ч, затраты на закупку катализатора снизятся на 6,7%;
- замена действующего котла-утилизатора, паропроизводительностью 4,5-5,0 т/ч на котел производящий пар не менее 7,5 т/ч, что позволит дополнительно получить 23348,8 тонн пара в год, тем самым увеличить энергоэффективность использования ВЭР на 50%, а окупаемость затрат на замену котла составит 8,5 месяцев.
Составлены схема дегидрирования изобутана и схема материальных потоков цеха ИИФ БК-2.
Произведены расчеты материального баланса как действующего процесса, так и с предложенными изменениями.
Произведен расчет котла- утилизатора с заданными параметрами, предложен вариант замены аппарата.
Предложенный КУ и смесь катализаторов производятся в Российской Федерации, что дает уверенность в независимости от политической обстановки в мире.
По итогам работы можно сделать вывод, что предложенные технические решения по повышению энергоэффективности процесса дегидрирования изобутана на примере цеха БК-2 ООО «Тольяттикаучук» являются эффективными.
📕 Список литературы
🖼 Скриншоты