Тема: Сварка главного циркуляционного трубопровода АЭС
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 6
1 Современное состояние вопроса сварки главного циркуляционного
трубопровода атомных станций 8
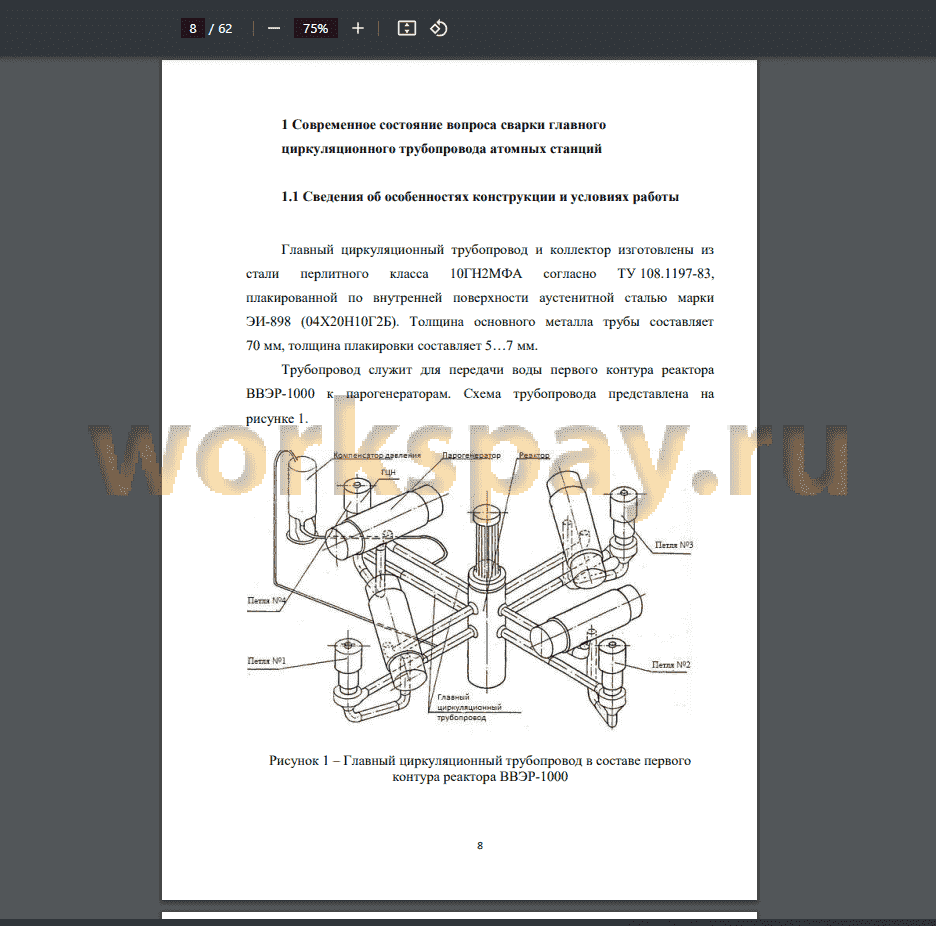
1.1 Сведения об особенностях конструкции и условиях работы 8
1.2 Сведения о материале трубопровода 10
1.3 Особенности базовой технологии сварки 13
1.4 Формулировка задач выпускной квалификационной работы 25
2 Построение проектной технологии сварки главного циркуляционного
трубопровода 27
2.1 Механизация и автоматизация сварки стыков главного
циркуляционного трубопровода 27
2.2 Обоснование выбора защитного газа и сварочной проволоки 29
2.3 Описание операций проектного технологического процесса 32
3 Обеспечение безопасности и экологичности предлагаемых
технических решений 37
3.1 Конструктивно-технологическая характеристика
рассматриваемого объекта 37
3.2 Идентификация профессиональных и производственных
рисков 39
3.3 Методики и технические средства для устранения
профессиональных рисков 40
3.4 Пожарная безопасность рассматриваемого технологического
объекта 42
3.5 Вопросы обеспечения экологической безопасности 44
4 Экономическое обоснование предлагаемых в выпускной
квалификационной работе решений 45
4.1 Анализ исходной информации по базовой и проектной
технологиям 45
4.2 Оценка фонда времени работы оборудования 47
4.3 Оценка штучного времени при выполнении операций проектного
и базового вариантов технологии 48
4.4 Расчёт заводской себестоимости при осуществлении операций
технологического процесса по рассматриваемым вариантам 50
4.5 Капитальные затраты при реализации проектного и базового
вариантов технологии 54
4.6 Показатели экономической эффективности 56
Заключение 58
Список используемой литературы и используемых источников 60
📖 Введение
В реакторах ВВЭР-1000 в наиболее жестких условиях эксплуатации работают парогенераторы типа ПГВ-100М [19]. В них дефекты чаще всего образуются в теплообменных трубках, и поскольку пока практически не существует эффективных способов их ремонта, то после «глушения» допустимого их количества, вышедшие из строя парогенераторы заменяют, что включает проведение комплекса технологических операций. Наиболее сложные и дорогостоящие из них это стыковка, сварка, термообработка и контроль качества сварных соединений главного циркуляционного трубопровода (ГЦТ) диаметром 850 мм с коллекторами парогенератора в монтажных условиях. Цикл операции составляет около 20 суток.
До настоящего времени при сварке стыков главного циркуляционного трубопровода продолжает применяться ручная дуговая сварка. При этом корневой слой шва высотой 6...8 мм выполняется аргонодуговой сваркой неплавящимся электродом без подогрева, а заполнение разделки выполняют ручной дуговой сваркой электродами марки ПТ-300 с предварительным и сопутствующим подогревом.
Применение ручной дуговой сварки следует признать нежелательным.
В настоящее время доля соединений, получаемых с применением ручной дуговой сварки, неуклонно снижается, а сама ручная дуговая сварка уступает место более производительным и перспективным процессам [12]. Это объясняется большим количеством недостатков, устранение которых при существующем уроне развития техники и технологий неосуществимо.
Первым недостатком является малая производительность ручной дуговой сварки, которая не может быть повышена за счёт форсирования режимов или применения новых сварочных электродов. Вторым недостатком является вредность условий труда сварщика, которому приходится работать в атмосфере сварочного аэрозоля и излучения от дуги. Третьим недостатком следует указать увеличение расхода сварочных материалов из-за затрат на огарки, кроме того, необходимость прерывания горения дуги при смене электрода приводит к снижению производительности и качества сварки. Четвёртым недостатком является малая стабильность качества сварки, имеющая прямую зависимость от квалификации сварщика.
С учётом растущего количества монтируемых атомных энергоблоков и наблюдаемого недостатка квалифицированных сварщиков-ручников следует признать, что вопрос обеспечения производительности и качества сварки главного циркуляционного трубопровода начинает превращаться в проблему. Радикальное решение этой проблемы лежит в плоскости применения новых перспективных способов сварки, заменяющих ручную дуговую сварку со всеми её недостатками.
На основании вышеизложенного можно признать актуальность выбранной темы выпускной квалификационной работы и поставленную цель - повышение эффективности сварочных работ при строительстве главного циркуляционного трубопровода атомных станций.
Достижение поставленной цели должно вестись с учётом современных решений в области сварки толстостенных трубопроводов из перлитных сталей, предложенных отечественными и зарубежными инженерами- сварщиками.
✅ Заключение
Базовая технология сборки и сварки циркуляционного трубопровода предусматривает применение ручной дуговой сварки и ручной аргонодуговой сварки неплавящимся электродом.
Первым недостатком является малая производительность ручной дуговой сварки, которая не может быть повышена за счёт форсирования режимов или применения новых сварочных электродов. Вторым недостатком является вредность условий труда сварщика, которому приходится работать в атмосфере сварочного аэрозоля и излучения от дуги. Третьим недостатком следует указать увеличение расхода сварочных материалов из-за затрат на огарки, кроме того, необходимость прерывания горения дуги при смене электрода приводит к снижению производительности и качества сварки. Четвёртым недостатком является малая стабильность качества сварки, имеющая прямую зависимость от квалификации сварщика.
Выполненный анализ состояния вопроса позволил обосновать выбор способа сварки, в качестве которого предлагается применить автоматическую аргонодуговую сварку.
Первой операцией является подготовка кромок труб, которая выполняется с применением фаскосъемной машины и комплекта измерительных инструментов. Второй операцией является сборка и прихватка, которая выполняется с применением сборочных приспособлений, сварочного источника питания и газового оборудования. Третьей операцией является предварительный подогрев, который выполняется с использованием индукционных подогревателей стыка и термической станции. Четвёртой операцией является сварка, которая выполняется с применением сварочного источника питания, газового оборудования и комплекта для автоматической сварки стыка. Пятой операцией является термическая обработка, которая выполняется с применением индукционных подогревателе стыка и термической станции. Шестой операцией является контроль качества, который выполняется с применением набора визуально-измерительного контроля, набора капиллярного контроля и рентгеновского аппарата.
Выполнение операций проектного технологического процесса, который был представлен в исполнительском разделе настоящей выпускной квалификационной работы, приводит к возникновению негативных производственных факторов и негативных экологических факторов. Выполненная идентификация этих негативных факторов позволила предложить стандартные методики и технические средства для защиты персонала и окружающей среды.
Проведенные экономические расчёты позволяют судить о высокой эффективности предлагаемых в настоящей выпускной квалификационной работе решениях. Производительность труда повышается на 33 %. Уменьшение технологической себестоимости составило 20 %. При этом за счёт повышения производительности труда и снижения издержек удалось получить годовой экономический эффект в размере 1,15 млн. рублей. Средства, затраченные на внедрение предлагаемых в настоящей выпускной квалификационной работе решений, будут окуплены за 0,3 года.
Таким образом, внедрение предлагаемых в настоящей выпускной квалификационной работе решений в производство позволяет получить доказанный расчётным путём экономический эффект.
На основании вышеизложенного следует считать поставленную цель выпускной квалификационной работы достигнутой.
Результаты рекомендуются к внедрению на предприятиях, которые выполняют работы по строительству и ремонту технологических трубопроводов на атомных станциях.
📕 Список литературы
🖼 Скриншоты