Тема: Технология сборки и сварки строительной фермы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 5
1 Современное состояние сварки строительных ферм 7
1.1 Проблемы сварки строительных ферм и особенности их эксплуатации 7
1.2 Сведения о материале для изготовления строительной фермы 9
1.3 Базовая технология сварки строительной фермы 11
1.4 Формулировка задач выпускной квалификационной работы 16
2 Проектный технологический процесс сборки и сварки строительной фермы 17
2.1 Обоснование выбора способа сварки 17
2.2 Описание операций технологического процесса сборки и сварки строительной фермы 19
3 Обеспечение безопасности и экологичности предлагаемых технических решений 25
3.1 Конструктивно-технологическая характеристика рассматриваемого объекта 25
3.2 Идентификация профессиональных и производственных рисков 27
3.3 Методики и технические средства для устранения профессиональных рисков 28
3.4 Пожарная безопасность рассматриваемого технологического объекта 30
3.5 Вопросы обеспечения экологической безопасности 32
4 Экономическое обоснование предлагаемых в выпускной квалификационной работе решений 34
4. Анализ исходной информации по базовой и проектной технологиям 34
4.2 Оценка фонда времени работы оборудования 36
4.3 Оценка штучного времени при выполнении операций проектного
и базового вариантов технологии 37
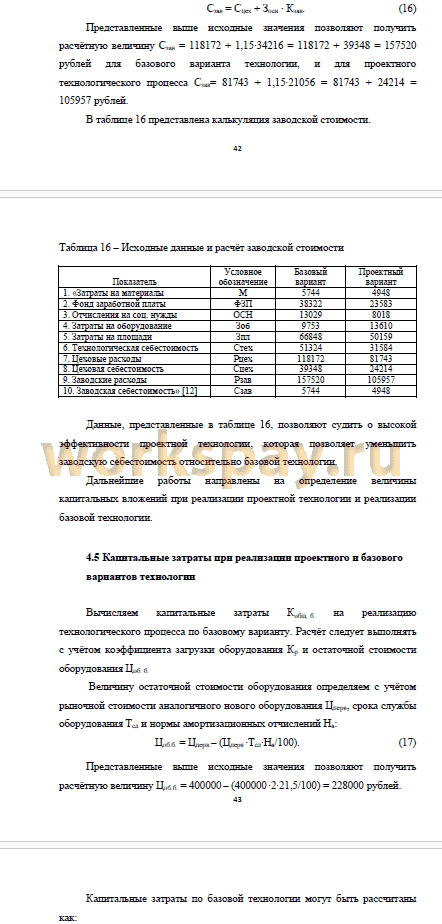
4.4 Расчёт заводской себестоимости при осуществлении операций технологического процесса по рассматриваемым вариантам 39
4.5 Капитальные затраты при реализации проектного и базового вариантов технологии 43
4.6 Показатели экономической эффективности 46
Заключение 48
Список используемой литературы и используемых источников 50
📖 Введение
При изготовлении элементов строительной фермы промышленного здания в заводских условиях целесообразно применение механизированных и автоматических способов сварки. При этом следует учесть, что особенности конструкции фермы заключаются в большом количестве коротких сварных швов, которые располагаются в различных пространственных положениях. Поэтому применение классических средств автоматизации для изготовления сварных ферм затруднено.
Работа строительных ферм происходит в условиях переменного нагружения, которое возникает вследствие изменения температуры воздуха, ветровой и снеговой нагрузки. На основании опыта использования ферменных конструкций [22] можно заключить, что значительная часть конструкций выходит и строя в результате образования в них усталостных трещин, зарождение которых начинается через 1...7 лет после запуска в эксплуатацию.
При изготовлении ферменных конструкций в них образуются остаточные напряжения и деформации, которые могут достигать значительной величины и составлять до 90 % предела прочности [25], [26]. Причиной такого высокого уровня остаточных напряжений является неравномерный нагрев металла при сварке и высокая жёсткость конструкции, в результате чего в неё образуются остаточные растягивающие напряжения.
На основании вышеизложенного следует сделать вывод о том, что повышение качества изготовления сварных ферменных конструкций лежит в плоскости модернизации технологического процесса изготовления, в частности, повышения эффективности сварочных процессов. При этом широко применяемся ручная дуговая сварка, хорошо зарекомендовавшая себя при изготовлении ферменных конструкций, исчерпала резервы для дальнейшего повышения эффективности. При применении ручной дуговой сварки даже при использовании новых источников питания, сварочных материалов и назначения оптимальных параметров режима сварки необходимого кратного повышения качества и производительности достичь не удастся. Поэтому следует применять более перспективные способы сварки, переход к которым давно отслеживается на мировом рынке сварочной техники и сварочных материалов [8].
Несмотря на экономический и научный прорыв, который был анонсирован Президентом в 2020 году, в России наблюдается отрицательное снижение зависимости промышленности от иностранных сварочных технологий и оборудования. При этом доля импорта в тяжёлом машиностроении составляет 60...80 %, электронной промышленности
80...90 %, в станкостроении же доля иностранных комплектующих превышает 90 % [14].
На основании вышеизложенного следует признать актуальность выбранной темы выпускной квалификационной работы и поставленной в ней цели - повышение производительности и качества изготовления ферменных конструкций за счёт повышения эффективности сварочных технологий.
При этом предпочтение следует отдавать отечественным разработкам, внедрение которых в современное производство не потребует применения импортного оборудования и элементной базы.
✅ Заключение
Выполненный анализ состояния вопроса позволил обосновать выбор способа сварки, в качестве которого для построения проектной технологии предлагается применить сварку в защитных газах проволокой сплошного сечения с импульсным управлением горением сварочной дугой. Также для повышения эффективности сварки в качестве защитного газа предлагается применить смесь газов «аргон + углекислый газ».
Выполнение операций проектного технологического процесса, который был представлен в исполнительском разделе настоящей выпускной квалификационной работы, приводит к возникновению негативных производственных факторов и негативных экологических факторов. Выполненная идентификация этих негативных факторов позволила предложить стандартные методики и технические средства для защиты персонала и окружающей среды.
Применение предлагаемых в настоящей выпускной квалификационной работе технических решений и организационных мероприятий предусматривает применение прогрессивного по сравнению с базовым вариантом технологии оборудования. Значительное повышение производительности труда достигается не только за счёт применения прогрессивного оборудования, но и за счёт повышения стабильности качества выпускаемой продукции. Это позволяет уменьшить трудовые и финансовые затраты на обнаружение и исправление брака.
С учётом особенностей выполнения операций технологического процесса по проектному варианту и базовому варианту был выполнен расчёт основных экономических показателе производства.
Производительность труда повышается на 61 %. Уменьшение 48
технологической себестоимости составило 25 %. При этом за счёт повышения производительности труда и снижения издержек удалось получить годовой экономический эффект в размере 0,8 млн. рублей. Средства, затраченные на внедрение предлагаемых в настоящей выпускной квалификационной работе решений, будут окуплены за 0,6 года.
Таким образом, внедрение предлагаемых в настоящей выпускной квалификационной работе решений в производство позволяет получить доказанный расчётным путём экономический эффект. Доказана экономическая и технологическая эффективность предлагаемых в настоящей выпускной квалификационной работе решений.
На основании вышеизложенного следует считать поставленную цель выпускной квалификационной работы достигнутой.
Результаты настоящей выпускной квалификационной работы рекомендуются к внедрению на предприятиях, которые выполняют работы по изготовлению несущих строительных конструкций.
Также следует принимать во внимание, что предлагаемые в настоящей выпускной квалификационной работе технические решения и организационные мероприятия позволяют судить о высокой эффективности замены ручных способов сварки на механизированные способы. Если ранее такая эффективность была доказана при выполнении швов большой протяжённости, то в настоящей выпускной квалификационной работе доказана эффективность механизации и автоматизации при выполнении коротких швов на решетчатых конструкциях.
📕 Список литературы
🖼 Скриншоты