Тема: Автоматизация системы контроля состояния силового электрооборудования предприятия ООО «ВИП Универсал»
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 4
1 Автоматизированная система управления технологическим процессом 5
1.1 Понятие и функции АСУТП 5
1.2 Характеристика технологического процесса предприятия ООО «ВИП
Универсал». Перечень электрооборудования 6
2 Защита электрических сетей и электроприемников напряжением до 1 кВ.
Расчет токов КЗ в сетях напряжением до 1 кВ 12
2.1 Расчет и выбор автомата защиты 1SF (линия с группой ЭД) 12
2.2 Расчет и выбор автоматов защиты SF1 (линия с одним ЭД) 15
2.3. Выбор тепловой защиты и магнитного пускателя для ЭД-1 17
2.4 Расчет и проверка кабельных линий КТП - РП-4, РП-4 - ЭД-1 17
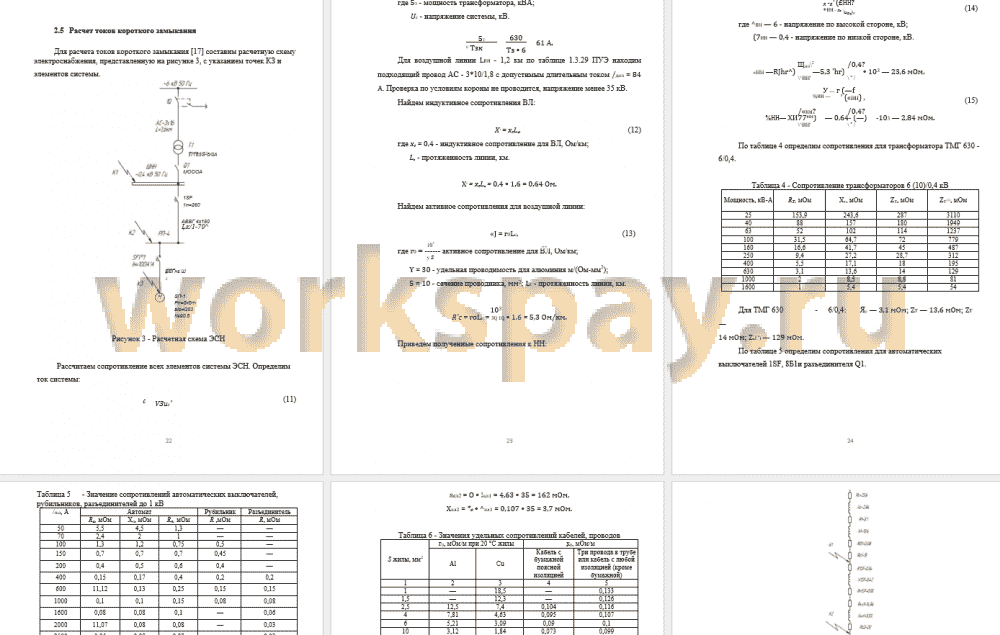
2.5 Расчет токов короткого замыкания 22
2.6 Расчет защитного заземления 34
3 Разработка АСУ для предприятия ООО «ВИП Универсал» 39
3.1 Неисправности и методы контроля состояния силового
электрооборудования 39
3.2 Технологическая защита трансформатора 40
3.3. Автоматический ввод резерва 41
3.4 Защита насосов от «сухого хода» 42
3.5 Контроль параметров электродвигателей 43
Заключение 48
Список используемой литературы 49
📖 Введение
Применение машин, в качестве основного орудия труда, требовало подготовки новых профессиональных кадров - слесарей-ремонтников, электромонтеров и т.д. В ходе научно-технологического прогресса отмечается рост автоматизации труда на производстве - появляются первые контроллеры, цифровые и интегральные микросхемы. Новым витком в развитии промышленности стало применение автоматизированной системы управления (АСУ), что подразумевает участие человека (оператора) в ее работе. Оператор осуществляет регулярный контроль за системой управления, с чем эффективно ему помогают различные датчики (температуры, давления, скорости), контрольно-измерительные приборы (амперметры, вольтметры, ваттметры), операторские панели.
Целью бакалаврской работы является разработка автоматизации системы контроля состояния силового электрооборудования предприятия «ООО ВИП-Универсал». Объектом исследования выбран цех катафорезного покрытия. Проанализировав силовое оборудование, входящее в технологический процесс, будет составлена действующая схема электроснабжения цеха, произведен расчет кабельных линий и автоматов защиты, составлен перечень неисправностей электрооборудования с методами контроля и устранения.
Итогом выпускной квалификационной работы станет внедрение автоматизации системы контроля состояния силового электрооборудования, что позволит использовать метод неразрушающего контроля, где главной задачей является техническая диагностика без разбора и демонтажа оборудования.
✅ Заключение
Произведен расчет и выбор автоматов защиты и тепловых реле магнитных пускателей на примере распределительного силового пункта (РП- 7). Выбор кабельных линий по допустимому длительному току показал, что в нормальном режиме потери напряжения в сети 0,4 кВ не превышают 4 %, что соответствует ГОСТ 32144-2013.
Расчета токов КЗ в сети напряжением до 1 кВ показал, что самым опасным из НКЗ является трехфазное КЗ /(3) = 5,14 кА. Именно его ударный ток был использован для проверки выбранных автоматов защиты.
Применено защитное заземление с результирующим сопротивлением заземляющего устройства R3y = 4 Ом, что соответствует ПУЭ для сетей 0,4 кВ.
Итогом выпускной квалификационной работы стало внедрение автоматизации системы контроля состояния силового электрооборудования, что позволило использовать метод неразрушающего контроля с применением таких средств измерения и мониторинга, как датчики температуры ОВЕН ДТПК и ДТС214, маслоуказатель МС-2, реле контроля фаз RKF-23 и реле уровня RL-SA, датчик уровня ОВЕН ДУ1, датчик вибрации DVA 241.252, а также амперметр AD-963s с трансформатором тока ТТЕ-А.
Применение системы автоматического контроля состояния облегчает работу обслуживающего персонала, снижает вероятность аварийных режимов работы технологического оборудования, уменьшая финансовую нагрузку предприятия в будущем.
📕 Список литературы
🖼 Скриншоты