Тема: Технология сварки деталей кузова автомобиля из алюминиевых сплавов
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 5
1 Современное состояние сварки деталей кузова автомобиля из
алюминиевых сплавов 7
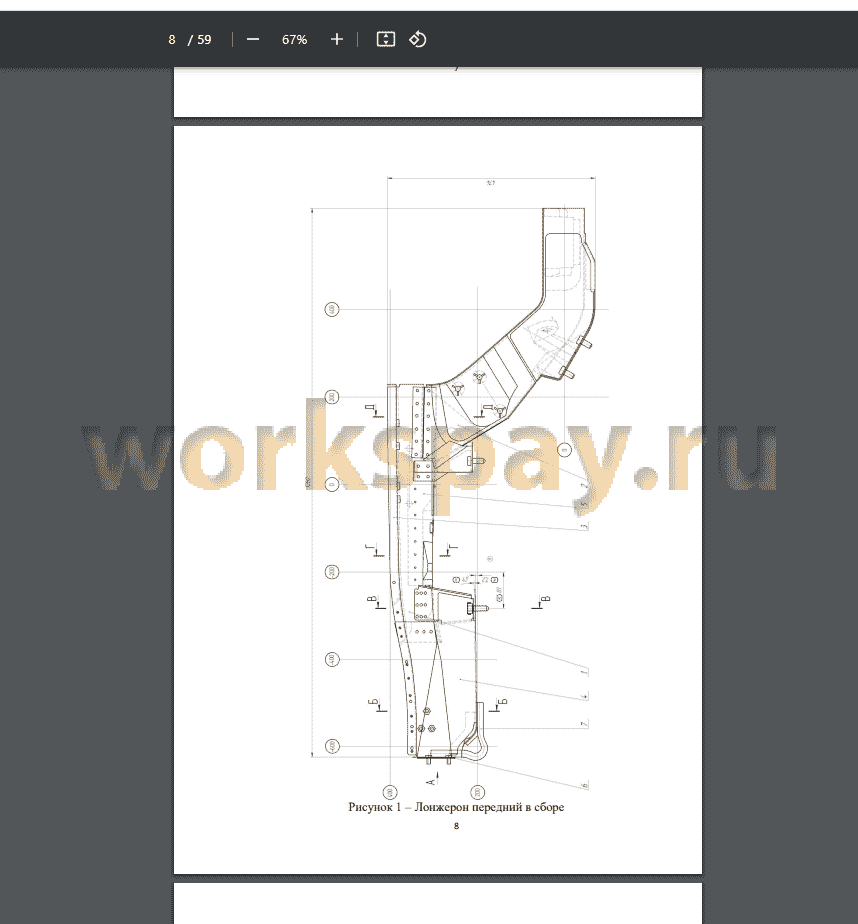
1.1 Описание конструкции типовой детали и особенностей её
изготовления 7
1.2 Особенности базовой технологии сборки и сварки узла 12
1.3 Обоснование выбора материала для изготовления детали 14
1.4 Обоснование выбора способа сварки 18
1.5 Постановка задач 22
2 Построение проектной технологии точечной плазменной сварки 23
2.1 Оптимизация параметров режима сварки 23
2.2 Описание сварочного оборудования 30
2.3 Проектная технология сборки и сварки 34
3 Обеспечение безопасности и экологичности предлагаемых
технических решений 37
3.1 Конструктивно-технологическая характеристика
рассматриваемого объекта 37
3.2 Идентификация профессиональных и производственных рисков. . 38
3.3 Методики и технические средства для устранения
профессиональных рисков 40
3.4 Пожарная безопасность рассматриваемого технологического
объекта 41
3.5 Вопросы обеспечения экологической безопасности 43
4 Экономическое обоснование предлагаемых в выпускной
квалификационной работе решений 44
4.1 Анализ исходной информации по базовой и проектной
технологиям 44
4.2 Оценка фонда времени работы оборудования 46
4.3 Оценка штучного времени при выполнении операций проектного
и базового вариантов технологии 47
4.4 Расчёт заводской себестоимости при осуществлении операций
технологического процесса по рассматриваемым вариантам 49
4.5 Капитальные затраты при реализации проектного и базового
вариантов технологии 53
4.6 Показатели экономической эффективности 55
Заключение 57
Список используемой литературы и используемых источников 58
📖 Введение
В полной мере перечисленным, в значительной степени противоречивым, требованиям соответствуют именно алюминиевые сплавы, применение которых в автомобильной промышленности продолжает расширяться [6], [8]. Изготовление элементов кузова автомобиля из алюминиевых сплавов позволяет существенно снизить расход топлива и повысить динамические характеристики автомобиля. Кроме того, кузов автомобиля, который был выполнен из алюминиевых сплавов, более легко утилизировать, что позволяет соответствовать принятой мировой экологической повестке. Это обеспечивается высоким ресурсом алюминиевых сплавов с точки зрения вторичной переработки. Несмотря на перечисленные преимущества следует указать на трудности, которые существенно усложняют внедрение алюминиевых кузовов в массовом производстве автомобилей. В первую очередь, следует указать на высокую стоимость алюминиевых сплавов по сравнению с конструкционными сталями. Также следует принимать во внимание технологические трудности, возникающие при обработке деталей из алюминиевых сплавов. В том числе, свои особенности и затруднения возникают при сварке деталей из алюминиевых сплавов.
При сварке деталей из алюминиевых сплавов приходится считаться с низкой производительностью, которая связана с увеличением длительности основных и вспомогательных операций. Производительность сварки также снижается вследствие необходимости обнаруживать и устранять значительное количество дефектов сварки. Ещё одним недостатком применения алюминиевых сплавов при изготовлении сварных конструкций является снижение прочности сварного соединения по сравнению с прочностью основного металла. Также при следует учитывать, что сварка деталей из алюминиевых сплавов в классическом варианте должна выполняться в нижнем положении. Наличие на поверхности свариваемых деталей и присадочной проволоки тугоплавких окислов приводит к необходимости предварительной очистки поверхности, применения источников тепла с высокой концентрацией энергии и дополнительных технологических приёмов по разрушению окисной пленки.
Расчет экономичности применения алюминиевых сплавов в конструкции автомобиля на разнице в их удельном весе по сравнению с традиционно используемыми сталями и чугунами. Так, если все детали из алюминиевых сплавов на различных марках автомобилей, выпускаемых, например, в США, свести к одной модели, то их общая масса составит 227 кг. А поскольку 1 кг алюминиевого сплава способен заменить 2,5 кг стали, то 227 кг алюминия могут заменить 667 кг стали, т.е. выигрыш в массе составит приблизительно 340 кг. По сравнению с «безалюминиевым» автомобилем такая замена уменьшила бы расход топлива на 30-40%. Однако такой переход потребует изменения технологии сварки и, возможно, замене способа сварки. Если в настоящее время применяется контактная точечная сварка, то в последствии будут применяться другие высокоэффективные способы.
Поставленная цель - повышение производительности и качества изготовления деталей кузова автомобиля из алюминиевых сплавов.
✅ Заключение
Выполнен анализ применяемых сплавов, для рассматриваемой в выпускной квалификационной работе предлагается использовать сплав АМг6. Сформулированы трудности при сварке, которые затрудняют проведение сварочных технологий и расширение области их использования.
На основании анализа известных решений для построения проектной технологии предложено использовать роботизированную точечную
плазменную сварку. Для повышения эффективности сварочных технологий предложено внедрить разработки отечественных исследователей-сварщиков в области моделирования тепловых процессов при сварке.
Проектный технологический процесс укрупнённо может быть представлен в виде набора операций: подготовка к сварке, сборка, сварка и контроль качества.
Выполненная идентификация этих негативных факторов позволила предложить стандартные методики и технические средства для защиты персонала и окружающей среды.
С учётом особенностей выполнения операций технологического процесса по проектному варианту и базовому варианту был выполнен расчёт основных экономических показателе производства.
Производительность труда повышается на 38 %. Уменьшение технологической себестоимости составило 19 %. При этом за счёт повышения производительности труда и снижения издержек удалось получить годовой экономический эффект в размере 692 тыс. рублей. Средства, затраченные на внедрение предлагаемых в настоящей выпускной квалификационной работе решений, будут окуплены за 0,5 года.
📕 Список литературы
🖼 Скриншоты