Тема: Технология и оборудование для изготовления корпуса прогулочного речного катера
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 5
1 Современное состояние применения сварки изготовлении корпуса
речного катера из алюминиевых сплавов 7
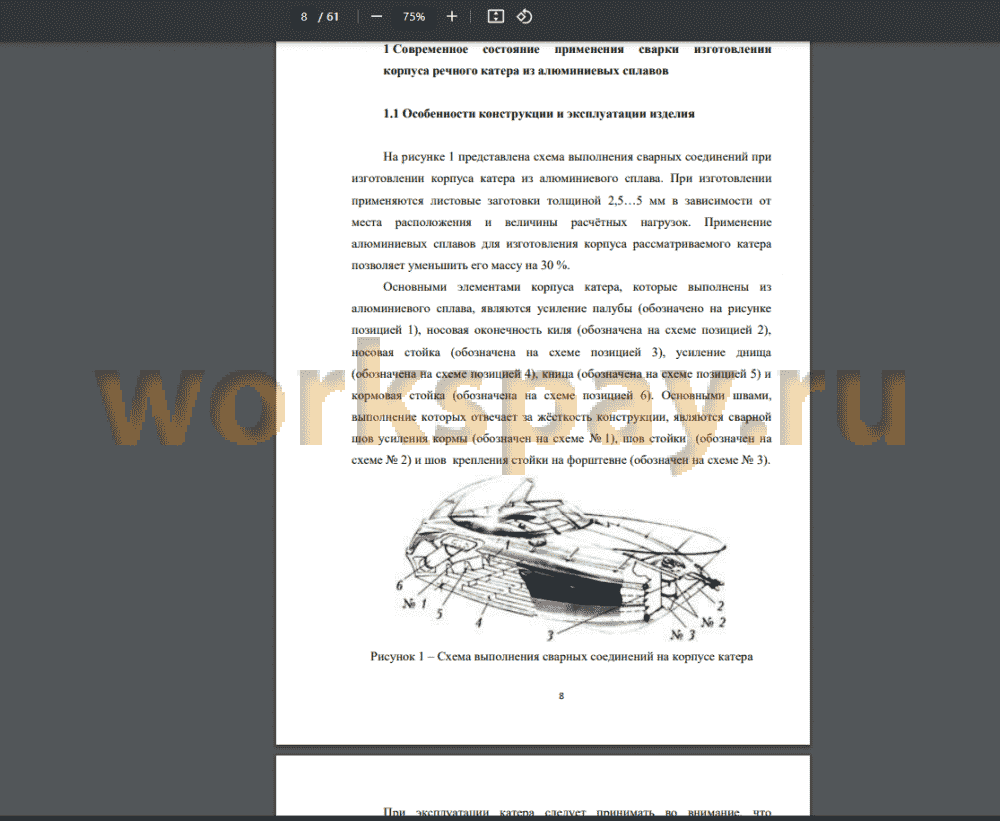
1.1 Особенности конструкции и эксплуатации изделия 7
1.2 Сведения о материале для изготовления корпуса катера 9
1.3 Описание базовой технологии сварки 12
1.4 Формулировка задач выпускной квалификационной работы 20
2 Построение проектной технологии сварки корпуса речного катера 21
2.1 Предварительный анализ источников научно-технической
информации и обоснование выбора способа сварки 21
2.2 Повышение эффективности механизированной сварки
алюминиевых сплавов проволокой сплошного сечения 28
2.3 Описание операций технологического процесса 33
3 Обеспечение безопасности и экологичности предлагаемых
технических решений 37
3.1 Конструктивно-технологическая характеристика
рассматриваемого объекта 37
3.2 Идентификация профессиональных и производственных рисков. . 38
3.3 Методики и технические средства для устранения
профессиональных рисков 40
3.4 Пожарная безопасность рассматриваемого технологического
объекта 41
3.5 Вопросы обеспечения экологической безопасности 43
4 Экономическое обоснование предлагаемых в выпускной
квалификационной работе решений 44
4.1 Анализ исходной информации по базовой и проектной
технологиям 44
4.2 Оценка фонда времени работы оборудования 46
4.3 Оценка штучного времени при выполнении операций проектного
и базового вариантов технологии 47
4.4 Расчёт заводской себестоимости при осуществлении операций
технологического процесса по рассматриваемым вариантам 49
4.5 Капитальные затраты при реализации проектного и базового
вариантов технологии 53
4.6 Показатели экономической эффективности 55
Заключение 57
Список используемой литературы и используемых источников 59
📖 Введение
При изготовлении судов из алюминиевых сплавов может применяться сварка и клепка. Изготовление клёпанных соединений, которое было распространено ранее, требует проведения трудоёмких работ, и, как показала практика использования таких судов, клёпанные соединения отличаются недолговечностью.
Наиболее широко в настоящее время алюминиевые сплавы применяются при изготовлении малотоннажного речного и моркого транспорта [16].
Судостроение становится основным потребителем инноваций в области сварки и конструкционных материалов. При этом, наряду с космической отраслью, именно в судостроении применяется лазерная сварка, сварка трением с перемешиванием, плазменная сварка. Также в судостроении начинает применяться сложный алюминиевых профиль и алюминиевые панели. Перспективными следует признать применение биметаллических конструкций типа «сталь-алюминий» [18].
При выборе сплава для изготовления речного и морского судна следует принимать во внимание, что требования к материалу будут отличаться по сравнению с материалами для авиационной промышленности.
Преимущества алюминиевых сплавов обуславливают эффективность их применения в транспортных конструкциях. Несмотря на то, что выполнение конструкции из алюминиевых сплавов сопряжено с усложнением технологии, повышением стоимости оборудования и себестоимости конструкции, достигается значительная экономия топлива, повышается экологичность использования транспорта и его технические характеристики. Это объясняется тем, что алюминиевых сплавы имеют высокую коррозионную стойкость, малый вес и хороший внешний вид. Отношение предела прочности и текучести к плотности алюминиевых сплавов существенно выше, чем у чугуна и сталей.
Кроме того, вторичное использование утилизируемых деталей из алюминия также проще, чем вторичное использование деталей из сталей, а тем более, из пластмасс. Таким образом, благодаря применению алюминиевых сплавов решаются актуальные задачи ресурсосбережения и энергосбережения [4].
При выполнении сварных конструкций из алюминиевых сплавов самое широкое применение нашла дуговая сварка, выполнение которой применительно к алюминиевым сплавам встречает значительные трудности, которые не решены до настоящего времени [9], [10], [20], [21], [24]. Эти трудности проистекают из особенностей свойств алюминиевых сплавов по сравнению с другими конструкционными материалами.
В качестве первой трудности следует указать, что алюминиевые сплавы имеют высокую теплопроводность, что вызывает получение значительного уровня остаточных напряжений и деформаций, которые становятся причиной коробления конструкции и образования в ней трещин. В качестве второй трудности следует указать повышенный по сравнению со сталями коэффициент термического напряжения, что также становится причиной коробления конструкции и появления в ней трещин. В качестве третьей трудности следует указать на то, что поверхность алюминиевых заготовок покрыта окисной плёнкой, которая имеет высокую температуру плавления, превышающую температуру плавления основного металла, в результате этого при сварке шов загрязняется окисными пленами. Кроме того, необходимо принимать во внимание, что окисные плёны имеют более высокую плотность, чем расплавленный алюминий, поэтому не остаются на поверхности сварочной ванны, а тонут в ней....
✅ Заключение
Выполнен анализ сплава АМг5, из которого изготовлен корпус катера. Сформулированы трудности при сварке, которые затрудняют проведение сварочных технологий и расширение области их использования.
Применение ручной аргонодуговой сварки неплавящимся электродом при осуществлении базовой технологии обуславливает недостатки: низкая производительность сварочных работ, высокие требования к
квалификации сварщика, низкая экономическая эффективность базовой технологии.
На основании анализа известных решений для построения проектной технологии предложено использовать механизированную сварку проволокой сплошного сечения в среде защитных газов. Для повышения эффективности сварочных технологий предложено внедрить разработки отечественных исследователей-сварщиков в области импульсного управления сварочной дугой.
Проектный технологический процесс укрупнённо может быть представлен в виде набора операций: подготовка к сварке, сборка, сварка и контроль качества. При выполнении этих операций применяется кран-балка, стапель, набор измерительного инструмента, сварочный трансформатор, система формирования сварочных импульсов, механизм подачи проволоки, газовое оборудование, набор для проведения визуально-измерительного контроля, дефектоскоп. Применяемое оборудование становится источником негативных производственных факторов.
Выполнение операций проектного технологического процесса, который был представлен в исполнительском разделе настоящей выпускной квалификационной работы, приводит к возникновению негативных производственных факторов и негативных экологических факторов. Выполненная идентификация этих негативных факторов позволила предложить стандартные методики и технические средства для защиты персонала и окружающей среды.
С учётом особенностей выполнения операций технологического процесса по проектному варианту и базовому варианту был выполнен расчёт основных экономических показателе производства.
Производительность труда повышается на 25 %. Уменьшение технологической себестоимости составило 20 %. При этом за счёт повышения производительности труда и снижения издержек удалось получить годовой экономический эффект в размере 471 тыс. рублей. Средства, затраченные на внедрение предлагаемых в настоящей выпускной квалификационной работе решений, будут окуплены за 0,2 года.
На основании вышеизложенного следует считать поставленную цель выпускной квалификационной работы достигнутой.
Результаты настоящей выпускной квалификационной работы рекомендуются к внедрению на предприятиях, которые выполняют работы по изготовлению корпусов судов из алюминиевых сплавов.
Следует отметить, что настоящая выпускная работа показала эффективность замены аргонодуговой сварки неплавящимся электродом на механизированную сварку в защитном газе с импульсным управлением горением сварочной дуги. Таким образом, область внедрения работы может быть расширена.
📕 Список литературы
🖼 Скриншоты