Тема: Оптимизация технологии вторичного риформинга на агрегате АМ-70
Характеристики работы
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 4
1 Теоретическая часть 6
1.1 Теоретические основы процесса синтеза аммиака 6
1.2 Физико-химические основы синтеза аммиака 7
1.3 Сырье для производства аммиака 11
1.4 Общая характеристика производства 13
1.5 Физико-химические основы конверсионных процессов 14
1.6 Модернизация технологии синтеза аммиака 18
2 Технологическая часть 25
2.1 Характеристика сырья и готовой продукции 27
2.2 Принципиальная схема производства аммиака 28
2.3 Технологическая схема вторичного риформинга 30
3 Расчетная часть 34
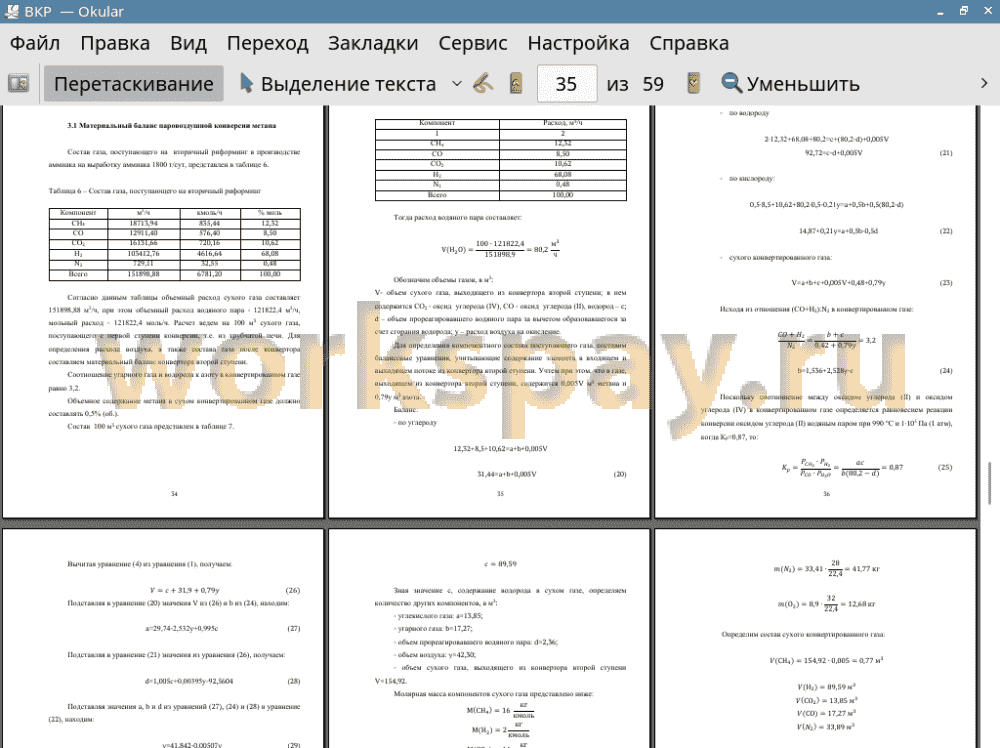
3.1 Материальный баланс паровоздушной конверсии метана 34
3.2 Расчет теплового баланса конвертора 40
3.3 Конструктивный расчет конвертора 42
3.4 Конструктивный расчет 4-х канального смесителя 43
Заключение 56
Список используемой литературы и используемых источников 57
📖 Введение
История становления аммиачной промышленности в нашей стране начинается в СССР, где были созданы крупнотоннажные и энерготехнологические агрегаты проектной мощностью 1360-1420 т/сут [3].
На сегодняшний день по причине введения новых эффективных мощностей и начавшегося технического перевооружения действующих производств расходная норма природного газа составляет 1100 м3/т.
В настоящее время в мировой промышленности получения аммиака и синтез-газа появились новые технологические усовершенствования, позволяющие значительно увеличить производственные мощности, снизить потребление энергетических ресурсов и уменьшить негативное экологическое воздействие. К таким усовершенствованиям можно отнести следующие технологические решения [17]:
• использование стадии конверсии природного газа с избытком воздуха;
• применение конвекторов с газовым обогревом вместо трубчатых печей;
• использование радиальной колонны для синтеза аммиака при давлении 9 МПа;
• конденсация аммиака с применением искусственного холода.
В бакалаврской работе рассмотрено действующее производство получения аммиака на предприятии АО «КуйбышевАзот». Существующее производство АМ-70 предназначено для получения аммиака из природного газа. Данное производство введено в эксплуатацию в 1977 г., проектная мощность составляла 1360 т/сут при работе 7200 ч/год. На сегодняшний день достигнутая производственная мощность по аммиаку составляет 1800 т/сут при работе 8000 ч/год [17], [21].
Актуальность выбранной темы бакалаврской работы заключается в необходимости увеличения мощностей производства аммиака в нашей стране, что «позволило бы России существенно приблизиться к мировым лидерам по производству аммиака, что особо важно при непрерывном росте спроса на данный вид сырья» [8]. С увеличением потребления минеральных удобрений сельским хозяйством спрос на аммиак в мире растет.
Целью данной работы является оптимизация технологии вторичного риформинга агрегата синтеза аммиака (АМ-70).
Задачи:
• Оптимизировать работу существующего реактора вторичного риформинга;
• Выполнение материальных, тепловых и конструктивных расчетов используемого в процессе технологического оборудования.
✅ Заключение
На основе выполненного литературного обзора показано, что наиболее предпочтительным сырьём для получения аммиака является водород и азот. Водород получают конверсией природного газа, для удаления остаточного метана применяют первичный и вторичный риформинг газовой смеси. Наиболее оптимальным условием синтеза аммиака является применение в колоннах синтеза среднего давления. Это обеспечивает наиболее оптимальные энергетические и экономические затраты. С увеличением потребления сельским хозяйством азотных удобрений требуется увеличение производственных мощностей агрегатов получения аммиака. На сегодняшний день имеются различные технологические новшества, позволяющие увеличить производительность по аммиаку.
Четырехканальный смеситель позволяет объединить паровую конверсию и высокотемпературную некаталитическую конверсию с целью получения азотоводородной смеси в объеме, достаточном для выхода по аммиаку - 1800 т/сут. Также представлена схема синтеза аммиака и технологическая схема вторичного риформинга.
Оптимальные параметры технологии вторичного риформинга: температура - 1000°С, давление не более 35 кгс/см2, объемная скорости газа 3400 ч-1 и соотношение водорода и аммиака равным (2,9-3,2) : 1.
В расчетной части выполнены расчет материального баланса паровоздушной конверсии метана, составлен тепловой баланс конвертора второй ступени, конструктивные расчеты четырехканального смесителя.
📕 Список литературы
🖼 Скриншоты