Аннотация 5
ВВЕДЕНИЕ 9
1. АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ ИСХОДНЫХ ДАННЫХ 10
1.1. Анализ технологичности детали 10
1.2. Описание существующего технологического варианта изготовления детали 13
1.3. Выявление недостатков существующей технологии 16
1.4. Задачи бакалаврской работы 17
2. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 18
2.1. Схема предлагаемого технологического процесса 19
2.2. Определение формы и размеров исходной заготовки 20
2.3. Проектирование рационального раскроя и определение коэффициента использования металла 21
2.4. Определение энергосиловых параметров штамповки 22
3. ВЫБОР ОБОРУДОВАНИЯ, СРЕДСТВ АВТОМАТИЗАЦИИ 26
3.1. Критерии выбора оборудования 26
3.2. Выбор средств автоматизации 27
4. РАЗРАБОТКА КОНСТРУКЦИИ ШТАМПОВОЙ ОСНАСТКИ 30
4.1. Состав, конструкция и работа штамповой оснастки 31
4.2. Прочностные расчеты и выбор материалов для изготовления деталей штампа 33
4.3. Определение числа и расположения упругих элементов 36
5. ПРИМЕНЕНИЕ CAD/CAE ТЕХНОЛОГИЙ ДЛЯ ПРОЕКТИРОВАНИЯ И ИЗГОТОВЛЕНИЯ ШТАМПОВОЙ ОСНАСТКИ 39
5.1. Описание цели, проблемы и схемы решаемой задачи 39
5.2. Построение геометрии, необходимой для выполнения расчета (CAD-моделирование) 39
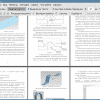
5.3. Проведение численного моделирования (CAE-расчет) 41
5.4. Анализ полученных результатов 46
6. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ОБЪЕКТА 48
6.1. Описание рабочего места, выполняемых операций и оборудования 48
6.2. Идентификация опасных и вредных производственных факторов прессового производства 48
6.3. Мероприятия по разработке безопасных условий труда 49
6.4. Обеспечение пожарной безопасности на производственном участке 51
6.5 Технические средства обеспечения пожарной безопасности 52
6.6 Организационные (организационно-технические) мероприятия по обеспечению пожарной безопасности 53
6.7. Экологическая экспертиза объекта, антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности 54
7. ЭКОНОМИЧЕСКАЯ ЧАСТЬ 57
7.1. Сравнительный анализ технологических вариантов 57
7.2. Определение необходимого числа оборудования, коэффициента его загрузки, численность рабочих-операторов и необходимое число штамповой оснастки 57
7.3. Расчет необходимого количества оборудования, коэффициентов загрузки, численности рабочих-операторов и штамповой оснастки 59
7.4. Расчет необходимого количества оборудования, коэффициентов загрузки, численности рабочих-операторов и штамповой оснастки 59
7.5. Расчет капитальных вложений 60
7.6. Расчет себестоимости продукции по сравниваемым вариантам 61
7.7. Расчет показателей экономической эффективности проектного варианта 63
ЗАКЛЮЧЕНИЕ 65
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ 66
ПРИЛОЖЕНИЕ 69
Листовой металл имеет широкое применение в мире в большинстве обрабатывающих отраслей, таких как: автомобильная, аэрокосмическая, пищевая промышленность и остальные обрабатывающие производства.
«Листовой металл относится к материалам, которые имеют большой коэффициент отношения площади поверхности к объему. Лист металл обычно формообразуется холодным, однако возможна горячая обработка заготовок. Детали, изготовленные холодной штамповкой имеют высокую прочность, хорошую поверхность и точные допуски.» [25]
«Развитие машиностроения и металлообработки требует дальнейшего совершенствования технологических процессов и организации производства, повышения его эффективности и увеличения производительности труда на базе автоматизации производственных процессов.» [14]
Именно поэтому в данной работе будет рассматриваться переход на автоматическую линию, что позволит снизить время изготовления единицы изделия, сократить затраты на заработную плату сотрудников, уменьшить ежемесячную плату за занимаемую площадь (вместо 3 прессов К-3132А используется КП-300), тем самым увеличив продуктивность и доход предприятия.
Небольшое изменение расстояния между заготовками позволит сократить расход материала, что так же отразиться на экономической выгоде.
Целью данной бакалаврской работы является снижение себестоимости изготовления изделия, путем автоматизации производственного процесса и изменения раскроя листа.
В данной бакалаврской работе были выявлены и решены следующие вопросы:
1. Экономия материала за счет уменьшения величины перемычек между заготовками;
2. Увеличение производительности за счет перехода на пресс КП- 300;
3. Уменьшение себестоимости за счет сокращения времени изготовления единицы детали, путем перехода на автоматическую линию;
4. Повышение уровня безопасности путем ограничения доступа в рабочую зону штампа;
5. Получение прибыли уже после полутора лет работы на новом оборудовании и с улучшенным технологическим процессом.