Тема: Технологический процесс изготовления корпуса ременного вариатора
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1Анализ состояния вопроса
1.1Служебное назначение корпуса ременного вариатора
1.2Классификация поверхностей
1.3Технологичность корпуса ременного вариатора
2Технологическая часть работы
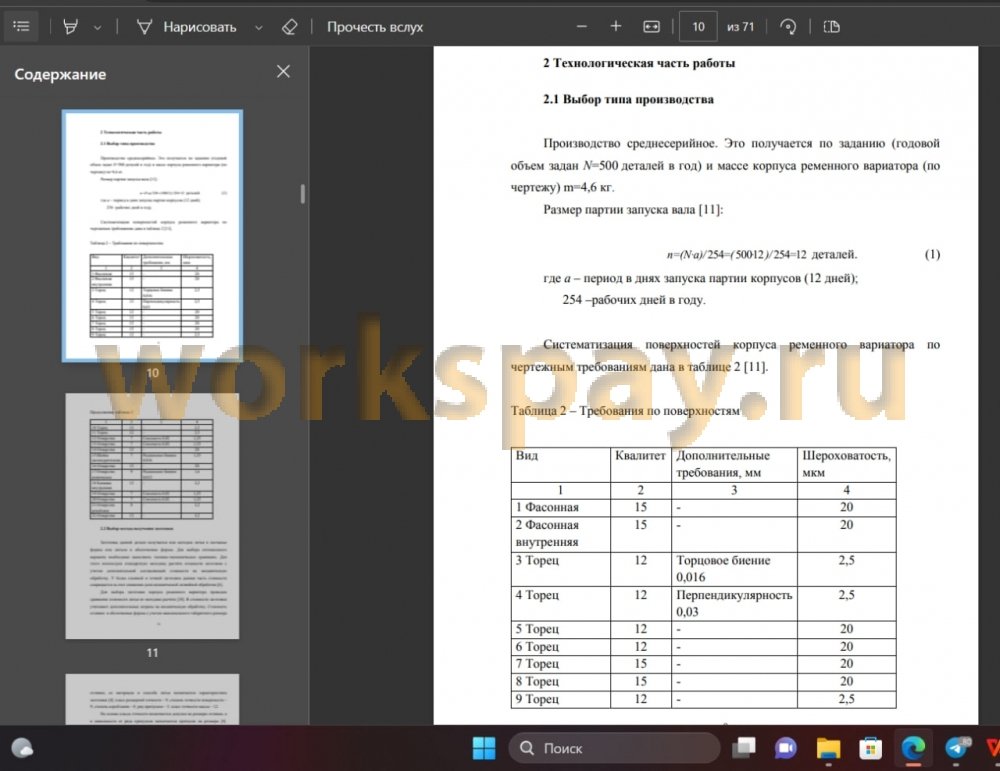
2.1Выбор типа производства
2.2Выбор метода получения заготовки
2.3Экономическое обоснование выбора заготовки
2.4Выбор методов обработки
2.5Расчет припусков
2.6Разработка технологического маршрута и схем базирования
2.7Схемы базирования
2.8Разработка технологических операций
3. Проектирование специальных средств оснащения
3.1Подготовка данных для расчета приспособления
3.2Расчет сил резания
3.3Расчет усилия зажима
3.4.Расчет силового привода
3.5.Расчет погрешности установки
3.7Описание конструкции приспособления
3.8Расчёт и проектирование инструмента
4 Безопасность и экологичность технического объекта
4.1Конструктивно-технологическая характеристика объекта
4.2Идентификация профессиональных рисков
4.3Методы и технические средства снижения рисков
4.4Обеспечение пожарной безопасности объекта
4.5Обеспечение экологической безопасности технического объекта
4.6Выводы по разделу
5 Экономическая эффективность работы
Заключение
Список используемых источников
Приложение А Технологическая документация
Приложение Б Спецификация приспособления
Приложение В Спецификация инструмента
📖 Введение
использованием современных систем управления производством данные комплексы формируют гибкие производственные модули, ячейки и системы, которые обеспечивает высокоэффективную обработку самых сложных деталей. В том числе это реализуется для условий единичного производства. В работе рассматривается технология изготовления корпуса, который входит в конструкцию ременного вариатора.
Рассматриваемая деталь входит в привод регулирования диаметра шкива ременной передачи. Внутри корпуса размещается червячный механизм, который приводится в движение отдельным приводом регулирования передаточного отношения редуктора. Данный корпус привода регулирования устанавливается на основной корпус ременного вариатора. На выходе из этого корпуса перемещается шток, который путем поворота рычагов производит регулирования диаметра шкива. Так как деталь ответственная, она обеспечивает эффективность работы ременного вариатора, необходимо обеспечить проектирование технологии ее изготовления на самом современном уровне. Для повышения производительности можно использовать современные конструкции инструментов, которые обеспечивают гашение вибраций, возникающих в процессе резания. Это позволит снизить шероховатости обработанной поверхности, повысить стойкость инструмента, снизить затраты на дорогостоящий инструмент, снизить время, необходимое на его замену и настройку. На основе полученных режимов обработки проводят расчет сил резания и с учетом фактической силовой нагрузки производят расчет сил закрепления.
Современные тенденции в машиностроении связаны с разработкой так называемых «зеленых» технологий или устойчивых технологий. Это направление обеспечивает проектирования техпроцессов, которые наносят минимальный вред окружающей среде. В основном это связано с развитием безотходных технологий, а для механической обработки резанием это в первую очередь отказ от смазочно-охлаждающих жидкостей или использование сухого резания.
✅ Заключение
высокопроизводительные обрабатывающие центра, что позволяет сконцентрировать переходы, повысить производительность за счет интенсификации режимов резания и снизить вспомогательное время на установку и снятие заготовки. Для закрепления заготовки спроектировано сборное приспособление с механизированным гидравлическим зажимом. В конструкторском разделе проведен расчет необходимой силы зажима и точности установки. Инструмент для выполнения растачивания отверстия спроектирован в соответствующем разделе конструкторской части работы и содержит все необходимые данные. Технология также рассмотрена с точки зрения требований охраны труда и экологичности. Экономический расчет содержит типовую методику расчета по сравнению двух вариантов. Он показывает, что предложенные изменения технологического процесса изготовления корпуса червячной передачи привода регулирование натяжения ремня ременного вариатора, обоснованы.
📕 Список литературы
🖼 Скриншоты