Аннотация 2
Введение 5
1 Анализ исходных данных 6
1.1 Назначение и условия работы детали 6
1.2 Классификация поверхностей детали 7
1.3 Анализ требований к поверхностям детали 8
2 Технологическая часть 10
2.1 Определение типа производства 10
2.2 Выбор стратегии разработки техпроцесса 10
2.3 Выбор метода получения заготовки 11
2.4 Выбор методов обработки поверхностей 13
2.5 Расчёт припусков 15
2.6 Определение режимов обработки 18
3 Проектирование приспособления 24
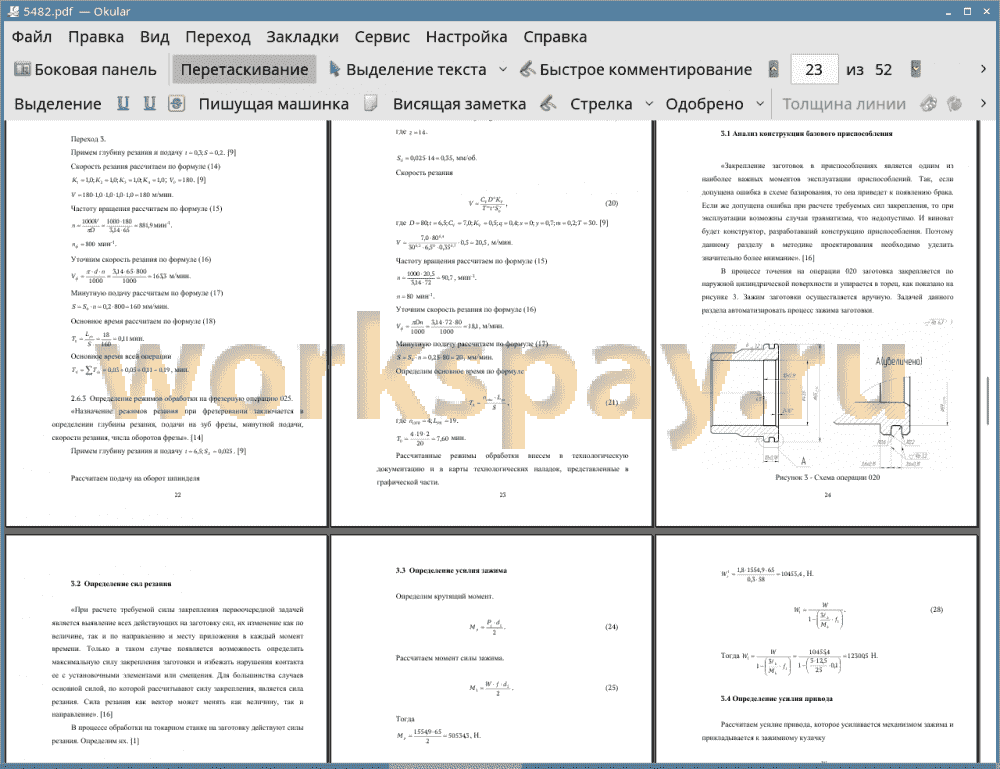
3.1 Анализ конструкции базового приспособления 24
3.2 Определение сил резания 25
3.3 Определение усилия зажима 26
3.4 Определение усилия привода 27
4 Проектирование режущего инструмента 28
4.1 Анализ исходных данных 28
4.2 Расчет дисковой фрезы 30
5 Безопасность и экологичность технического объекта 33
6 Экономическая эффективность работы 39
Заключение 44
Список используемой литературы 45
Приложение А. Технологическая документация 48
В машиностроительных производствах часто встречаются детали, которые являются телами вращения. Их обработку относят к отдельному типу ввиду простоты изготовления. Одной из основных операций изготовления тел вращения является токарная обработка. На токарных операция заготовка закрепляется в патрон или фиксируется на оправке и ей придается вращательное движение. Движением подачи является поступательное движение инструмента.
Токарные патроны являются наиболее часто встречающимися приспособлениями токарных станков. По конструкции они бывают двух-, трех- и четырехкулачковыми, поводковыми, самозажимными с эксцентриковыми кулачками и так далее. Тип зажима в патронах может быть рычажным, клиновым или винтовым. Трехкулачковые токарные патроны являются самоцентрирующими приспособлениями, то есть они центрируют заготовку при установке.
В центре «Формула Станок» Тольяттинского государственного университета имеются различное оборудование, на котором производится обучение, а также это оборудование используется для изготовления деталей при постройке нового технологического оборудования.
Токарный трехкулачковый патрон должен иметь хорошую работоспособность и долговечность. От этого зависит качество изготавливаемых на станке изделий. Соответственно от качества изготовления составляющих сборное приспособление деталей зависит и характеристика патрона в целом.
Целью данной работы является разработка технологического процесса изготовления втулки токарного патрона заданного качества в необходимом количестве с минимальными затратами на производство.
В результате выполнения работы нами спроектирован технологический процесс изготовления втулки токарного патрона, которая предназначена для задания направления движения кулачкам приспособления.
В работе проанализированы возможные технологические процессы получения заготовки и в результате расчета был выбран наиболее выгодный метод получения заготовки штамповка.
Нами был проведен анализ и назначен тип организации технологического процесса - среднесерийное производство, также описаны его характерные признаки.
На одну из поверхностей втулки рассчитаны припуски расчетно-аналитическим методом. Этот метод наиболее подробный и точный.
В работе подробно описаны две операции токарная и фрезерная. На эти операции разработаны технологические наладки, представленные в графической части работы, и подробно рассчитаны режимы обработки.
Для фиксации заготовки на токарной операции нами разработана конструкция станочного приспособления - трёхкулачкового патрона. Это приспособление с одной стороны реализует теоретическую схему базирования, а с другой стороны является автоматизированным приспособлением. В отличие от базового варианта техпроцесса теперь зажим и разжим заготовки будет выполняться в автоматическом цикле.
Для фрезерной операции технологического процесса нами спроектирована дисковая фреза, имеющая износостойкое покрытие для увеличения стойкости.
Экономический расчет показал эффективность работы.