Тема: Технологический процесс изготовления шестерни коробки скоростей фрезерного станка MECOF
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1 Описание исходных данных
1.1 Назначение и описание конструкции детали
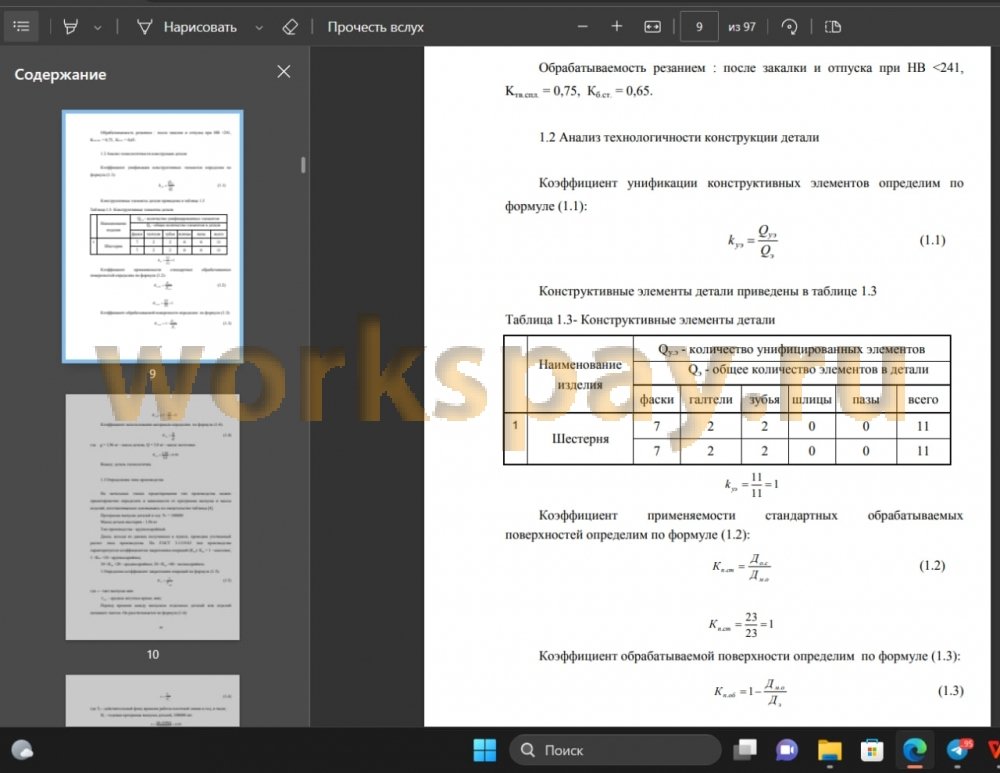
1.2 Анализ технологичности конструкции детали
1.3 Определение типа производства
2 Технологическая часть проекта
2.1 Выбор и обоснование метода получения заготовки
2.2 Разработка технологического процесса обработки детали
2.3 Определение припусков на механическую обработку детали
2.4 Выбор технологического станочного оборудования
2.5 Нормирование технологических операций
3 Совершенствование операций с помощью научных исследований
4 Проектирование приспособления
5 Проектирование режущего инструмента
6 Проектирование средств контроля
7 Проектирование средств автоматизации
8 Безопасность и экологичность проекта
9 Экономическая эффективность проекта
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
ПРИЛОЖЕНИЕ А
ПРИЛОЖЕНИЕ Б
📖 Введение
экономического прогресса развития производства, его эффективность зависит
не только от умения коллективов предприятия мобилизировать свои
внутренние резервы. Наибольшее влияние на его развитие оказывает то, как на
предприятиях внедряются последние достижения науки и техники,
прогрессивные формы организации и управления, передовые методы труда.
Иными словами, научная организация производства сегодня – наиболее
надёжный инструмент подъёма экономики, быстрого роста производительности
труда и повышения эффективности общественного производства.
В условиях рыночной экономики перед отечественным машиностроением
стоят задачи увеличения выпуска продукции, повышение производительности
труда, повышение технологического уровня и качества, снижение
себестоимости продукции. Добиться решения поставленных задач можно
только на базе ускорения научно- технического прогресса.
Основу технологической подготовки производства составляет разработка
рационального технологического процесса, который позволяет выпускать
изделия заданного количества, заданного качества в установленные сроки с
наименьшими затратами.
✅ Заключение
изготовления шестерни коробки скоростей фрезерного станка MECOF, выбран
способ получения заготовки, рассчитаны режимы резания. Также была
проведена модернизация продольно-фрезерного станка CS200 системы MECOF
с числовым программным управлением с целью повышения
производительности.
Продольно-фрезерный станок CS200 системы MECOF с числовым
программным управлением принадлежит к тяжелым одностоечным продольно-
фрезерным станкам с подвижной стойкой, в которых основные и
вспомогательные движения передаются инструменту (фрезе). Это дает
возможность обрабатывать крупногабаритные детали за одну установку, что
позволяет значительно повысить точность обработки за счет значительного
уменьшения погрешности базирования.
Для повышения производительности работы станка в дипломном проекте
предлагается повысить скорость перемещения салазок за счет механизма
изменения скорости салазок, который позволяет повысить скорость в 3,5 раза.
Были выполнены проектные и проверочные расчеты, расчеты на
прочность и жесткость всех разрабатываемых узлов.
📕 Список литературы
🖼 Скриншоты