Тема: Технологический процесс изготовления шкива насоса
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1Анализ исходных данных
1.1Назначение и условия работы детали
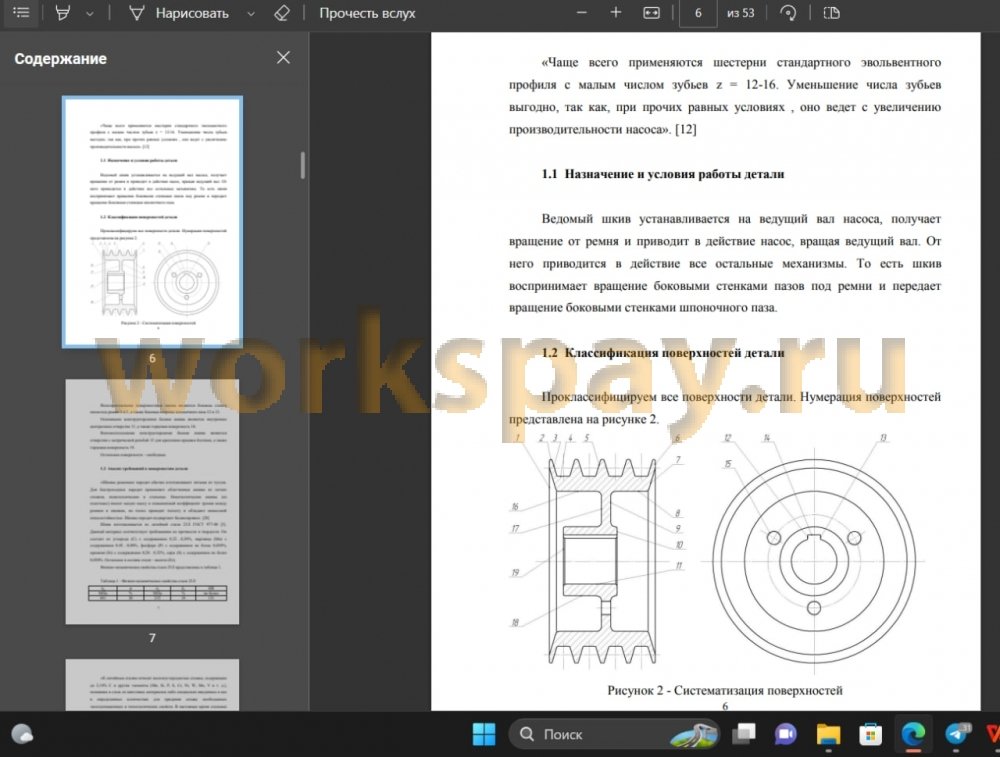
1.2Классификация поверхностей детали
1.3Анализ требований к поверхностям детали
2Технологическая часть
2.1Определение типа производства
2.2Выбор стратегии разработки техпроцесса
2.3Выбор метода получения заготовки
2.4Выбор методов обработки поверхностей
2.5Расчет припусков
3Проектирование приспособления
3.1Исходные данные
3.2Расчет сил резания
3.3Определение усилия зажима
3.4Определение усилия привода
4Проектирование режущего инструмента
4.1Исходные данные
4.2Расчёт режущей части протяжки
4.3Расчет конструктивных элементов протяжки
5Безопасность и экологичность технического объекта
6Экономическая эффективность работы
Заключение
Список используемой литературы
Приложение А. Технологическая документация
📖 Введение
В машиностроении движущими звеньями механизмов являются различные гидроприводы, пневмоприводы, электроприводы и так далее. В пневмоприводах и гидроприводах важным звеном, приводящим их в действие, являются насосы. В гидроприводах используются несколько типов насосов, а именно шестеренные, пластинчатые, аксиально-поршневые, радиально-поршневые и другие.
Во всех видах гидроприводов насос является звеном, который механическую энергию преобразует в энергию гидравлического напора, а в действие насос приводит чаще всего электродвигатель. То есть электродвигатель преобразует электрическую энергию в механическую энергию (начинает движение от действия электрического тока).
Механическая передача движения от электродвигателя до насоса может быть различная. В нашем случае от двигателя на насос движение передается с помощью клиноременной передачи. Также движение может передаваться зубчатой передачей, цепной передачей и другими кинематическими парами.
Клиноременная передача состоит из ведущего и ведомого шкива и ремня, имеющего в сечении форму клина. В отличие от плоскоременной передачи клиноременная передача имеет больший коэффициент полезного действия.
Ведомый шкив устанавливается на ведущий вал насоса, получает вращение от ремня и приводит в действие насос, вращая ведущий вал. От него приводится в действие все остальные механизмы.
Целью данной работы является проектирование технологического процесса изготовления шкива насоса с заданным качеством, заданной программой выпуска и минимальной стоимостью.
✅ Заключение
В работе проанализированы возможные технологические процессы получения заготовки и в результате расчета был выбран наиболее выгодный метод получения заготовки литьё в металлические формы.
Нами был проведен анализ и назначен тип организации технологического процесса - среднесерийное производство, также описаны его характерные признаки.
На одну из поверхностей шкива рассчитаны припуски расчетно аналитическим методом. Этот метод наиболее подробный и точный.
В работе подробно описаны две операции токарная и протяжная. На эти операции разработаны технологические наладки, представленные в графической части работы, и подробно рассчитаны режимы обработки.
Для фиксации заготовки на токарной операции нами разработана конструкция станочного приспособления - трёхкулачкового патрона. Это приспособление с одной стороны реализует теоретическую схему базирования, а с другой стороны оно автоматизированное. В отличие от базового варианта техпроцесса теперь зажим и разжим заготовки будет выполняться в автоматическом цикле.
Для протяжной операции технологического процесса нами спроектирована конструкция многолезвийного высокопроизводительного инструмента - круглой протяжки.
В работе проведен анализ экологической безопасности технического объекта.
Экономический расчет показал эффективность работы.
📕 Список литературы
🖼 Скриншоты