Тема: Восстановление лопаток паровых турбин
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1. Анализ исходных данных и известных технических решений 6
1.1 Конструкции турбин 6
1.2. Конструктивные особенности лопаток турбин 10
1.3 Базовый технологический процесс восстановления лопаток 14
1.4 Анализ возможных способов восстановления хвостовиков 16
1.5. Задачи работы 30
2. Разработка технологического процесса восстановления приваркой прокладок . 32
3. Безопасность и экологичность технического объекта 40
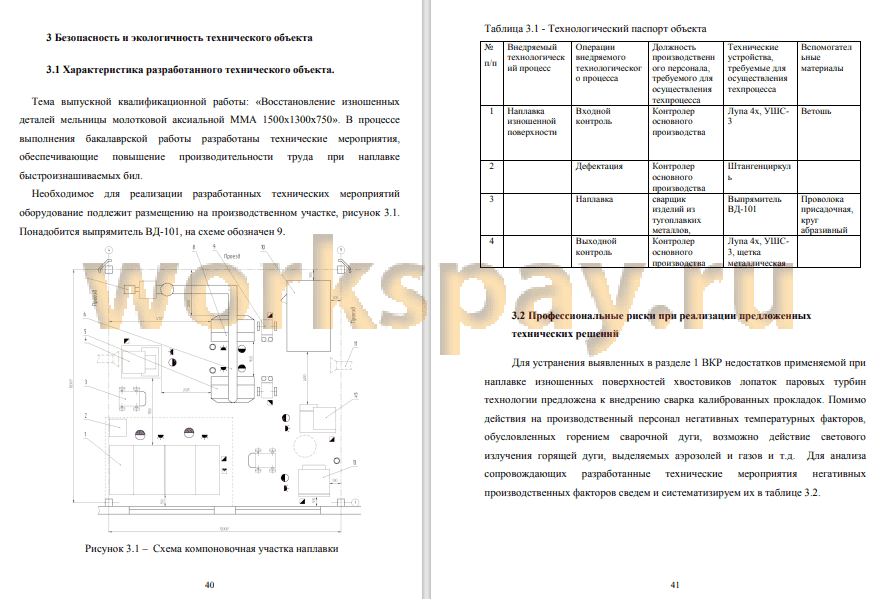
3.1 Характеристика разработанного технического объекта 40
3.2 Профессиональные риски при реализации предложенных технических
решений 41
3.3 Разработка мероприятий по минимизации действия профессиональных
рисков 42
3.4 Мероприятия по обеспечению пожарной безопасности 43
3.5 Мероприятия по безопасности окружающей среды 46
3.6 Заключение по разделу 47
4. Экономическая эффективность проекта 48
4.1 Исходные данные для экономического обоснования 48
сравниваемых вариантов 48
4.2 Расчет норм времени 51
4.3 Расчет фонда времени работы оборудования и количества оборудования,
необходимого для реализации технологического процесса 52
4.4 Расчет общих капитальных затрат 53
4.5 Расчет технологической себестоимости сравниваемых вариантов 55
4.6 Цеховая себестоимость 61
4.7 Заводская себестоимость 61
4.8 Калькуляция и структура себестоимости 62
4.9 Расчет экономической эффективности проекта 62
4.10 Выводы по экономическому разделу 64
Заключение 65
Список используемых источников 66
📖 Введение
Одной из операций ремонта является увеличение толщины изношенной поверхности хвостовика. Применяемая технология наплавки слоя характеризуется низкой производительностью, обусловленной необходимостью последовательной наплавки слоя, кроме того, неровный наплавленный слой требует в дальнейшем достаточно трудоемкой обработки шлифованием.
Цель настоящей работы повышение производительности на операции восстановления хвостовиков лопаток паровых турбин.
✅ Заключение
Анализ базового технологического процесса операции восстановления хвостовиков лопаток паровых турбин показал, что он не лишен ряда недостатков. Главный из них низкая производительность труда. Условия эксплуатации изделия, размер износа, применяемый материал, позволяют рекомендовать для увеличения производительности приваривать калиброванные прокладки. Данный вариант технологии уменьшает общую протяженность сварных швов, хотя и вводится новая операция - вырезка калиброванных прокладок.
Выполненный анализ возможных вариантов сварки позволил рекомендовать сварку калиброванных прокладок методом TIG. Выбран вспомогательный материал. Выбран вариант неплавящегося электрода - показано что предпочтительным является применение электродом ЭВЛ. Разработан
технологический процесс ремонтной сварки калиброванных прокладок, подобрано оборудование.
Выполненный анализ предлагаемой к внедрению технологии показал, что нейтрализация опасных и вредных производственных факторов возможна применяемыми в промышленности методами.
Применение ремонтной сварки по разработанной в бакалаврской работе технологии устранения разнообразных дефектов позволяет получить для предприятия экономический эффект 20582руб.
Учитывая, что общая протяженность швов значительно снизилась, в общем, несмотря на затраты времени по изготовлению прокладок, имеем повышение производительности. Задачи бакалаврской работы выполнены, можно сделать вывод, что цель достигнута
📕 Список литературы
🖼 Скриншоты